Recherche sur l'influence des soudures sur la contrainte des tas de tuyaux en acier pendant la conduite
Introduction
Les tas de tuyaux en acier sont largement utilisés dans les projets de génie civil, en particulier dans les fondations offshore, construction de ponts, et des immeubles de grande hauteur. Ces piles sont poussées dans le sol en utilisant des marteaux d'impact, un processus qui les soumet à des contraintes dynamiques importantes. Souvent, Les tas de tuyaux en acier sont fabriqués ou étendus en soudant plusieurs sections ensemble, L'introduction des soudures comme points de préoccupation critiques. Soudures, Bien que nécessaire pour atteindre la longueur souhaitée de la pile, peut modifier considérablement la distribution des contraintes et l'intégrité structurelle de la pile pendant la conduite. Imperfections dans les soudures, Stress résiduel du processus de soudage, et la charge dynamique pendant la conduite des piles peut exacerber les concentrations de contraintes, Potentiellement conduisant à la fatigue, craquage, ou échec.
Cette recherche explore l'influence des soudures sur la contrainte des piles de tuyaux en acier pendant la conduite, Se concentrer sur la distribution des stress, concentration dans les régions de soudure, comportement de fatigue, et stratégies pratiques d'atténuation. À travers l'analyse théorique, modélisation numérique, et des études de cas, L'étude vise à fournir une compréhension complète des effets liés à la soudure et à proposer des méthodes pour améliorer les performances des piles.
Contexte théorique
Mécanique de la conduite des piles
La conduite de la pile implique l'utilisation de marteaux d'impact pour transmettre l'énergie cinétique à la pile, le forcer dans le sol. Ce processus génère une onde de contrainte de compression qui se propage le long de la longueur de la pile. L'onde de stress se reflète aux limites (p. ex., la pointe de la pile ou les discontinuités comme les soudures), conduisant à des états de stress complexes. Les principaux contraintes lors de la conduite des piles comprennent:
- Contrainte de compression axiale: Généré par l'impact du marteau.
- Contrainte de traction: Résultant des réflexions d'ondes, en particulier dans les sols durs où la pointe de la pile rencontre une résistance élevée.
- Contrainte de cisaillement: Induit par la résistance ou le désalignement latérale latérale pendant la conduite.
- Contrainte de flexion: Se produisant si la pile n'est pas parfaitement verticale ou si des charges latérales sont présentes.
La contrainte maximale dans une pile pendant la conduite peut être approximée en utilisant l'équation d'onde unidimensionnelle:
Où:
- unmaximum: Contrainte maximale (Pennsylvanie)
- E: Module d'élasticité de l'acier (typiquement 210 GPA)
- UN: Zone transversale de la pile (m2)
- Vlutin: Impact Velocity of the Hammer (MS)
- c: Vitesse des vagues en acier, C = √(E / r), où ρ est la densité de l'acier (~ 7850 kg / m3)
Pour un tas de tuyaux en acier typique avec une vitesse d'onde d'environ 5100 MS, même une vitesse d'impact modérée (p. ex., 5 MS) peut générer des contraintes dépassant 500 Mpa, approchant ou dépassant la limite d'élasticité de nombreuses notes d'acier.
Imperfections de soudure et leur rôle dans la distribution des stress
Les soudures introduisent plusieurs facteurs qui influencent le stress pendant la conduite:
- Discontinuités géométriques: Perles de soudure, Même lorsque le sol rince, Créer des changements localisés dans la section transversale de la pile, conduisant à des concentrations de stress.
- Des contraintes résiduelles: Le processus de soudage induit des contraintes résiduelles en raison de l'expansion thermique et de la contraction, s'approchant souvent de la limite d'élasticité du matériau.
- Hétérogénéité des matériaux: La zone touchée par la chaleur (Haz) Adjacent à la soudure présente des propriétés mécaniques modifiées, comme une ductilité réduite ou une dureté accrue, qui peut affecter la distribution des contraintes.
- Imperfections de soudure: Défauts comme la porosité, Inclusions de scories, ou une pénétration incomplète affaiblir la soudure et augmenter les concentrations de contraintes.
Le facteur de concentration de contrainte (SCF) à une soudure peut être définie comme:
Où:
- unmaximum, souder: Contrainte maximale à la soudure
- unnominal: Stress nominal dans la pile loin de la soudure
Les valeurs SCF typiques pour les soudures dans les piles de tuyaux en acier vont de 1.5 À 3, Selon la qualité de la soudure et la géométrie.
Analyse des contraintes dans les piles de tuyaux en acier soudé
Distribution des stress le long de la pile
Pendant la conduite de la pile, L'onde de contrainte se propage comme une impulsion de compression de la tête de pile jusqu'à la pointe. À une soudure, La vague rencontre une discontinuité, conduisant à une réflexion et une transmission partielles. L'onde réfléchie peut créer des contraintes de traction, surtout si la soudure est près de la pointe de la pile ou dans une région de décalage à forte impédance.
Considérez un tas de tuyaux en acier avec une soudure de circonférence (soudure circonférentielle rejoignant deux sections). L'impédance z de la pile est donnée par:
Un décalage dans l'impédance à la soudure (p. ex., en raison d'une perle de soudure plus épaisse ou des différences de matériaux dans le HAZ) provoque la réflexion des vagues. Le coefficient de réflexion R est:
Où z1 et z2 sont les impédances de chaque côté de la soudure. Un R non nulle indique une réflexion partielle, contribuant aux contraintes de traction qui peuvent déclencher des fissures à la soudure.
Concentration de stress aux soudures
La présence d'une soudure augmente les contraintes locales dues aux discontinuités géométriques et matérielles. Pour une soudure de circonférence, La concentration de stress est la plus prononcée à l'orteil de soudure, où la transition entre le métal de soudure et le matériau de base se produit. Analyse par éléments finis (FEA) Des études indiquent que le SCF à l'orteil de soudure peut être aussi élevé que 2.5 pour une soudure manuelle typique, et jusqu'à 3.0 pour les soudures avec une contre-dépréciation importante ou une décalage.
Tableau 1 Fournit des valeurs SCF typiques pour différentes conditions de soudure dans les piles de tuyaux en acier, basé sur des études empiriques et numériques.
| Condition de soudure | Gamme SCF | Notes |
|---|---|---|
| Soudure parfaite (Bouffée du sol) | 1.2–1.5 | Discontinuité géométrique minimale |
| Soudure manuelle (Tel que soudé) | 1.8–2.5 | Perle de soudure et légère décalage |
| Soudure avec une contre-dépouille | 2.0–3.0 | Rison de stress significatif à l'orteil de soudure |
| Soudure avec désalignement | 2.5–3.5 | Contrainte de flexion supplémentaire due au décalage |
Stress résiduel du soudage
Le soudage introduit des contraintes résiduelles en raison du cycle thermique du chauffage et du refroidissement. Ces contraintes sont généralement traction, équilibré par des contraintes de compression dans le matériau de base environnant. Pour une soudure de circonférence dans un tas de tuyaux en acier, La contrainte résiduelle maximale peut s'approcher de la limite d'élasticité de l'acier (p. ex., 350–500 MPa pour les notes communes comme S355).
Pendant la conduite de la pile, Ces contraintes résiduelles se superposent aux contraintes dynamiques, Poser potentiellement la contrainte totale au-delà du rendement du matériau ou de la résistance à la traction ultime. La contrainte combinée σtotal peut être approximé comme:
Où σdynamique est le stress de la conduite de la pile, et σrésiduel est le stress résiduel préexistant. Sitotal dépasse la limite de fatigue du matériau, L'initiation des fissures devient probable.
Modélisation numérique des effets de soudure
Analyse par éléments finis (FEA) Approche
Pour quantifier l'influence des soudures sur le stress pendant la conduite de la pile, Analyse par éléments finis (FEA) est employé. Un modèle FEA typique comprend les composants suivants:
- Géométrie: Un modèle 3D de la pile de tuyaux en acier avec une soudure de circonférence, y compris la perle de soudure, Haz, et matériau de base.
- Propriétés matérielles: Comportement élastique-plastique pour l'acier, avec des propriétés distinctes pour le métal de soudure et le HAZ.
- Conditions aux limites: Une charge dynamique appliquée à la tête de la pile pour simuler l'impact du marteau.
- Imperfections de soudure: Modélisé comme des discontinuités géométriques (p. ex., saper) ou défauts matériels (p. ex., Réduction de la ténacité dans le HAZ).
Étude de cas: FEA d'un tas de tuyaux en acier soudé
Considérez un tas de tuyaux en acier avec les propriétés suivantes:
- Diamètre: 1.2 m
- Epaisseur de paroi: 25 mm
- Matériel: Acier S355 (Élasticité 355 Mpa, résistance à la traction ultime 510 Mpa)
- Type de soudure: Soudure de circonférence, manuel, avec un léger contre-dépouille (Scf = 2.5)
La pile est entraînée dans une couche de sable de moins dense en utilisant un marteau de 10 tonnes avec une vitesse d'impact de 4 MS. Le modèle FEA utilise un solveur explicite dynamique pour simuler la propagation des ondes de contrainte.
Résultats
- Répartition des contraintes: La contrainte dynamique maximale dans le tas loin de la soudure est approximativement 450 Mpa (compressive). À l'orteil de soudure, la contrainte culmine à 1125 MPA en raison du SCF de 2.5.
- Réflexion des vagues: La soudure provoque un 15% reflet de l'onde de stress, conduisant à un stress traction 70 MPA immédiatement après l'impulsion de compression.
- Implications de la fatigue: La nature cyclique de la conduite de la pile (Des milliers de coups de marteau) induit des dégâts de fatigue, L'orteil de soudure étant l'emplacement le plus vulnérable en raison de concentrations de contraintes élevées.
Tableau 2 résume les résultats FEA pour différentes conditions de soudure.
| Condition de soudure | Stress maximum à l'orteil de soudure (Mpa) | Contrainte de traction de la réflexion (Mpa) | Vie de fatigue (Cycles) |
|---|---|---|---|
| Soudure parfaite | 600 | 50 | 106 |
| Soudure manuelle (Tel que soudé) | 900 | 65 | 105 |
| Soudure avec une contre-dépouille | 1125 | 70 | 104 |
Étude paramétrique
Une étude paramétrique a été menée pour évaluer l'influence de la géométrie de la soudure, propriétés des matériaux, et les conditions de conduite sur le stress. Les principales conclusions comprennent:
- Géométrie de soudure: Profils de soudure plus lisses (p. ex., bouffée du sol) réduire le SCF et augmenter la durée de vie de la fatigue de 50 à 100%.
- Propriétés matérielles: Ténacité plus élevée dans le HAZ (p. ex., réalisé par traitement thermique post-soudé) réduit le risque d'initiation des fissures.
- Conditions de conduite: Les vitesses d'impact plus faibles réduisent les contraintes maximales mais peuvent augmenter le nombre de coups nécessaires, Potentiellement aggraver les dégâts de fatigue.
Comportement de fatigue aux soudures pendant la conduite de la pile
Mécanisme de fatigue
La conduite de la pile est intrinsèquement cyclique, avec chaque coup de marteau représentant un cycle de stress. Les soudures sont particulièrement sensibles à la fatigue en raison de:
- Concentrations de stress élevés: Comme indiqué dans le tableau 1, SCFS à Welds Amplifiez la plage de contraintes.
- Des contraintes résiduelles: Les contraintes résiduelles de traction réduisent le seuil de contrainte moyen pour l'initiation des fissures.
- Variabilité matérielle: Le Haz a souvent une réduction de la résistance à la fatigue due aux changements microstructuraux.
La durée de vie de la fatigue d'un articulation soudée peut être estimée à l'aide de l'approche de la courbe S-N:
Où:
- Ds: Plage de stress (Mpa)
- C: Coefficient de résistance à la fatigue (conforme aux matériaux)
- m: Exposant de fatigue (généralement 3 à 5 pour les soudures en acier)
Pour une soudure typique en acier S355, C pourrait être 100 Mpa, et m = 3. Avec une plage de contrainte de 200 Mpa (En considérant les contraintes dynamiques et résiduelles), la durée de vie en fatigue est d'environ 125,000 cycles, qui peut être dépassé dans des conditions de conduite dure.
Influence des imperfections de soudure
Les imperfections de soudure telles que la contre-dépouille, porosité, ou le manque de fusion agit comme des initiateurs de crack, réduisant considérablement la vie de fatigue. Par exemple, une soudure de contre-dépouille avec un SCF de 3.0 peut réduire la durée de vie de la fatigue par un ordre de grandeur par rapport à une soudure parfaite, Comme indiqué dans le tableau 2.
Implications pratiques et stratégies d'atténuation
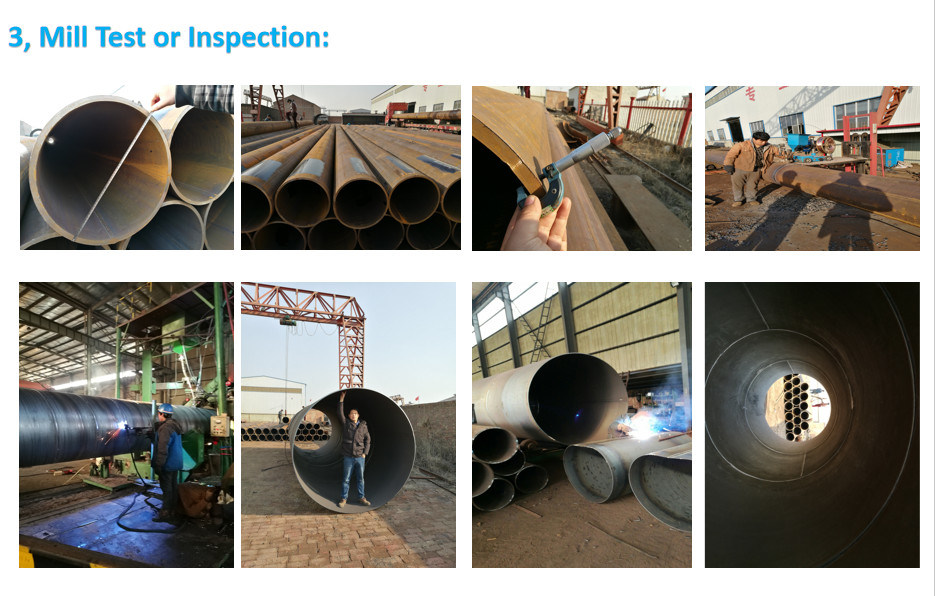
Contrôle de la qualité de soudure
Pour minimiser les effets indésirables des soudures sur le stress pendant la conduite du pile, Le contrôle de la qualité rigoureux est essentiel:
- Inspection de soudure: Utiliser des tests non destructifs (NDT) des méthodes comme les tests à ultrasons pour détecter les défauts.
- Géométrie de soudure: Griner les soudures rincer pour réduire les concentrations de stress.
- Traitement thermique post-influencé (Pwht): Appliquer PWHT pour soulager les contraintes résiduelles, en particulier pour les tas à parois épaisses.
Considérations sur la conception
Les concepteurs peuvent atténuer les problèmes liés à la soudure par:
- Optimisation du placement de la soudure: Positionner les soudets des régions à stress élevé, comme près de la pointe de la pile où les réflexions sont les plus fortes.
- Sélection du type de soudure: Utilisez des soudures de bout à pas pleine pénétration au lieu de soudures de filet pour un meilleur transfert de chargement.
- Sélection des matériaux: Choisissez des notes d'acier avec une résistance élevée à la ténacité et à la fatigue pour le HAZ.
Techniques de conduite
L'ajustement des techniques de conduite des piles peut également réduire le stress aux soudures:
- Énergie à faible impact: Utiliser des coups de marteau plus petits pour réduire les contraintes de pointe, Bien que cela augmente le nombre de cycles.
- Amorti: Employer des coussins de pile pour atténuer l'énergie d'impact, Réduire l'amplitude des ondes de contrainte.
- Surveillance: Utiliser la surveillance dynamique des piles (p. ex., Analyseur de conduite de piles) pour mesurer les contraintes en temps réel et ajuster les paramètres de conduite.
Tableau 3 résume les pratiques recommandées pour atténuer les problèmes de stress liés à la soudure.
| Stratégie | Description | Bénéfice attendu |
|---|---|---|
| Broyage de soudure | Surface de soudure lisse pour réduire le SCF | 20–50% de réduction du SCF |
| Pwht | Tableuse thermique pour soulager les contraintes résiduelles | 30–60% de réduction du stress résiduel |
| NDT | Inspecter les soudures pour les défauts | Détection précoce des initiateurs de fissure |
| Placement de soudure optimisée | Évitez les soudures près des zones de pointe ou de stress haute | 10–20% de réduction de la contrainte de pointe |
Études de cas
Étude de cas 1: Fondation éolienne offshore
Une fondation éolienne offshore a utilisé des tas de tuyaux en acier de grand diamètre (2 diamètre M, 30 mm épaisseur de paroi) conduit dans un fond marin sableux. Les piles ont été prolongées à l'aide de soudures de circonférence. Pendant la conduite, La fissuration a été observée à plusieurs soudures, attribué à des concentrations de stress élevées (SCF ~ 2.8) et les contraintes résiduelles de traction (~ 400 MPa). FEA a révélé des contraintes maximales à l'orteil de soudure dépassant 1000 Mpa. L'atténuation impliquait de broyer les soudures rincer et d'appliquer PWHT, qui a réduit le SCF à 1.5 et éliminé la fissuration.
Étude de cas 2: Fondation du pont en argile dure
Un projet de fondation Bridge a utilisé des piles de tuyaux en acier (1 diamètre M, 20 mm épaisseur de paroi) conduit dans l'argile dure. Les soudures ont présenté des dégâts de fatigue après 8000 coups, avec des fissures initiant dans le HAZ. La surveillance dynamique a montré des contraintes de traction de 80 MPA en raison des réflexions d'ondes aux soudures. Le réglage de l'énergie du marteau et l'utilisation d'un coussin de pile ont réduit la plage de contraintes de 25%, Étendre la durée de vie de la fatigue suffisamment pour terminer la conduite sans échec.
Conclusion
Les soudures influencent considérablement le comportement de contrainte des piles de tuyaux en acier pendant la conduite, principalement par des concentrations de stress, contraintes résiduelles, et les effets de réflexion des vagues. Le facteur de concentration de contrainte aux soudures peut amplifier les contraintes dynamiques de 1,5 à 3,5 fois, tandis que les contraintes résiduelles du soudage se superposent à ces charges, Augmenter le risque de fatigue et de fissuration. Modélisation numérique, comme Fea, fournit un outil puissant pour quantifier ces effets, révéler les contraintes de pointe aux orteils de soudure qui dépassent souvent la limite d'élasticité du matériau. L'analyse de la fatigue indique que les soudures sont les emplacements les plus vulnérables pour l'initiation des fissures, en particulier en présence d'imperfections comme une contre-dépouille ou un désalignement.
Stratégies pratiques d'atténuation, y compris une meilleure qualité de soudure, Techniques de conduite optimisées, et des considérations de conception minutieuses, peut réduire considérablement les effets négatifs des soudures. Des études de cas démontrent que ces stratégies sont efficaces dans les applications du monde réel, Assurer l'intégrité structurelle des piles de tuyaux en acier soudées dans les conditions difficiles de la conduite.
Nous fournissons également les produits ci-dessous: Tuyau/tube en acier au carbone & Tuyau/Tube en acier inoxydable (Sans couture & Tuyaux en acier soudés tels que les restes explosifs des guerres,LSAW et SSAW);

Les pieux en tubes d'acier et les palplanches en tubes d'acier ont trouvé de nombreuses applications dans divers projets de construction, y compris les ports, génie civil urbain, des ponts, et plus. Ces pieux polyvalents sont utilisés dans la construction de piles, Digues, brise-lames, murs de soutènement en terre, batardeaux, et fondations pour fondations de palplanches en tubes d'acier. Avec la taille croissante des structures, des profondeurs d'eau plus profondes, et travaux de construction sur des chantiers avec des sols meubles et profonds, l'utilisation de pieux en tubes d'acier et de palplanches en tubes d'acier s'est considérablement développée.

Préparation du chantier: Avant l'installation, le chantier est préparé en dégageant la zone et en éliminant tous les obstacles. Les conditions du sol sont évaluées pour déterminer le type et les spécifications appropriés des pieux en acier.. Battage de pieux: Les pieux en tubes d'acier sont enfoncés dans le sol à l'aide de marteaux à percussion ou de vibrateurs.. Les pieux sont soigneusement alignés et positionnés aux endroits désignés. Le processus de conduite génère des vibrations et des impacts qui aident à pénétrer dans le sol et à atteindre la profondeur souhaitée.

Les écrans de puits d'eau en fil en forme de V à fente continue sont fabriqués à partir d'un fil en forme de V ou de coin autour d'un réseau interne de tiges de support longitudinales.. Chaque point d'intersection de ces fils est soudé par fusion. Le fil profilé en forme de V ou de coin s'enroule autour des tiges de support sur toute la longueur de l'écran, créant une ouverture de fente continue., donc le tamis laisse passer l'eau (huile) entrer librement dans votre puits en quantité suffisante, tout en gardant la majorité du sable et du gravier hors du puits.

Les piles ont une utilisation facile et pourraient être facilement coupées sur la longueur souhaitée. Pourrait être chassé de bout en bout des couches denses. Peut être conduit dur et en très longues longueurs. Peut soulever des charges lourdes.
Les tubes décoratifs en acier sont davantage une question de style. Ils viennent en différents types, comme d'habitude, tubes gaufrés et colorés. Les réaliser est simple, offrant diverses options. Donc, si vous souhaitez embellir votre espace avec des fenêtres antivol, garde-corps ou mains courantes d'escalier, ces tubes sont la voie à suivre. Les tuyaux en acier décoratifs sont fins et parfaits pour la décoration architecturale et les objets en acier d'art décoratif civil. Choisir le bon modèle auprès de fournisseurs de tuyaux industriels fiables peut faire toute la différence.. Examinons maintenant les tuyaux en acier industriels, de l'autre côté, nous avons des tuyaux en acier industriels, l'épine dorsale des opérations. Ces pipes ne sont pas une question de look; ils visent à faire avancer les choses dans un environnement industriel. Imaginez un système de pièces connectées déplaçant des liquides, gaz ou particules fines. Les tuyaux industriels peuvent constituer des matériaux comme l'aluminium, fer, titane, et, bien sûr, acier.
