Standardowa specyfikacja dla spawanych i bezszwowych pali rur stalowych1
Norma ta jest wydawana pod stałym oznaczeniem A 252; Numer następujący bezpośrednio po oznaczeniu wskazuje rok
pierwotne przysposobienie lub, W przypadku rewizji, rok ostatniej aktualizacji. Liczba w nawiasach wskazuje rok ostatniego ponownego zatwierdzenia. A
Indeks górny epsilon (e) wskazuje zmianę redakcyjną od czasu ostatniej poprawki lub ponownego zatwierdzenia.
1. Zakres
1.1 Niniejsza specyfikacja obejmuje nominalne (średnia) ścienne stalowe pale rurowe o cylindrycznym kształcie i stosuje się do pali rurowych w
w którym stalowy cylinder działa jako stały element nośny, lub jako powłoka do tworzenia pali wylewanych na miejscu.
1.2 Wartości podane w jednostkach cal-funt należy traktować jako standardowe. Wartości podane w nawiasach są wartościami matematycznymi
przeliczanie wartości w jednostkach cal-funt na wartości w jednostkach SI.
1.3 Tekst niniejszej specyfikacji zawiera uwagi i przypisy, które stanowią materiał wyjaśniający. Takie uwagi i przypisy, z wyłączeniem tych w tabelach i na rysunkach, nie zawierają żadnych
Wymagania obowiązkowe.
1.4 Poniższe zastrzeżenie ostrożnościowe odnosi się wyłącznie do części dotyczącej metody badawczej, Sekcja 16 niniejszej specyfikacji. Ten
norma nie ma na celu rozwiązania wszystkich problemów związanych z bezpieczeństwem, jeśli w ogóle, związane z jego użytkowaniem. Odpowiedzialność za to ponosi użytkownik
niniejszej normy w celu ustanowienia odpowiednich praktyk w zakresie bezpieczeństwa i higieny pracy oraz określenia możliwości zastosowania ograniczeń regulacyjnych przed użyciem.
|
Szczegóły produktów
|
|||||
|
Towar
|
Konkurencyjna cena / jakość ERW/ SSAW / Stos rur stalowych LSAW
|
||||
|
Średnica zewnętrzna
|
AKR / HFW
|
WIDZIAŁEM / DSAW
|
SSAW / HSAW
|
RHS
|
SHS
|
|
1/8 – 20 cal
(10.3 – 508 mm) |
12 – 56 cal
(323.8 – 1,420 mm) |
8 – 126 cal
(219.1 – 3,200 mm) |
40 x 20 mm –
1,000 x 800 mm |
15 x 15 mm –
1,000 × 1,000 mm |
|
|
Grubość ścianki
|
0.4 – 16 mm
|
6.0 – 40 mm
|
6.0 – 26 mm
|
1.0 – 30 mm
|
0.6 – 30 mm
|
|
Długość
|
5.8 ~ 12.0 m lub na klientach’ wymagania
|
||||
|
Standard
|
GB/T 3091, GB/T 13793, ASTM A252, ASTM A53, ASTM A500, W 10210, W 10219, API 5L,
Z 1626/1615, Z 17120, itp. |
||||
|
Stopień
|
Zobacz materiał SS400, Pytanie Q235, Pytanie Q345, Pytanie Q460, A572 Gr.50, A572 Gr.60, Zobacz materiał S235, S275, Zobacz materiał S355, Klasa A/B, X42, X52,
X60, Płyta X70, itp. |
||||
|
Powierzchnia
|
Najwyższa jakość (obnażony, Naoliwione, farba kolorowa, 3LPE (Ochrona Środowiska LP, lub inna obróbka antykorozyjna)
|
||||
|
Aplikacja
|
struktura, projekty wież przesyłowych energii elektrycznej, palowanie, Woda, olej & Inżynieria gazociągów, przemysł mechaniczny,
projekty komunalne, drogi i ich obiekty pomocnicze, itp. |
||||
|
Pakowania
|
Eksport standardowy, hurtowo / Wiązki / Torby z tkaniny nylonowej z opakowaniem zdatnym do żeglugi;
lub według klientów’ Prośby. |
||||
|
Czas dostawy
|
1. 20-45 dni po otrzymaniu wpłaty lub potwierdzonej akredytywie
2. Zależy od ilości |
||||
|
Warunki płatności
|
1. T / T: 30% Zaliczka T / T, 70% kopia salda B / L
2. L/C: w zasięgu wzroku 3. T / T i L / C: 30% Zaliczka T / T, 70% L/C |
||||
|
Port
|
Główny port w Chinach
|
||||
 Gdy używany jest koferdam, Pale rur stalowych zachodzą na siebie w kształcie łuku lub koła. Może zamykać wodę, Gleba i piasek. Wzór użytkowy ma zalety nowatorskiego designu, prosta konstrukcja, wygodne użytkowanie, łatwe docieranie i dobre uszczelnienie. Zawiera profil o przekroju niekołowym, jednakową grubość ścianki, zmienna grubość ścianki, zmienna średnica i zmienna grubość ścianki wzdłuż kierunku długości, przekrój symetryczny i asymetryczny, itp. Choćby kwadrat, prostokątny, zwężający się, trapezowy, rurka spiralna, itp.
Gdy używany jest koferdam, Pale rur stalowych zachodzą na siebie w kształcie łuku lub koła. Może zamykać wodę, Gleba i piasek. Wzór użytkowy ma zalety nowatorskiego designu, prosta konstrukcja, wygodne użytkowanie, łatwe docieranie i dobre uszczelnienie. Zawiera profil o przekroju niekołowym, jednakową grubość ścianki, zmienna grubość ścianki, zmienna średnica i zmienna grubość ścianki wzdłuż kierunku długości, przekrój symetryczny i asymetryczny, itp. Choćby kwadrat, prostokątny, zwężający się, trapezowy, rurka spiralna, itp.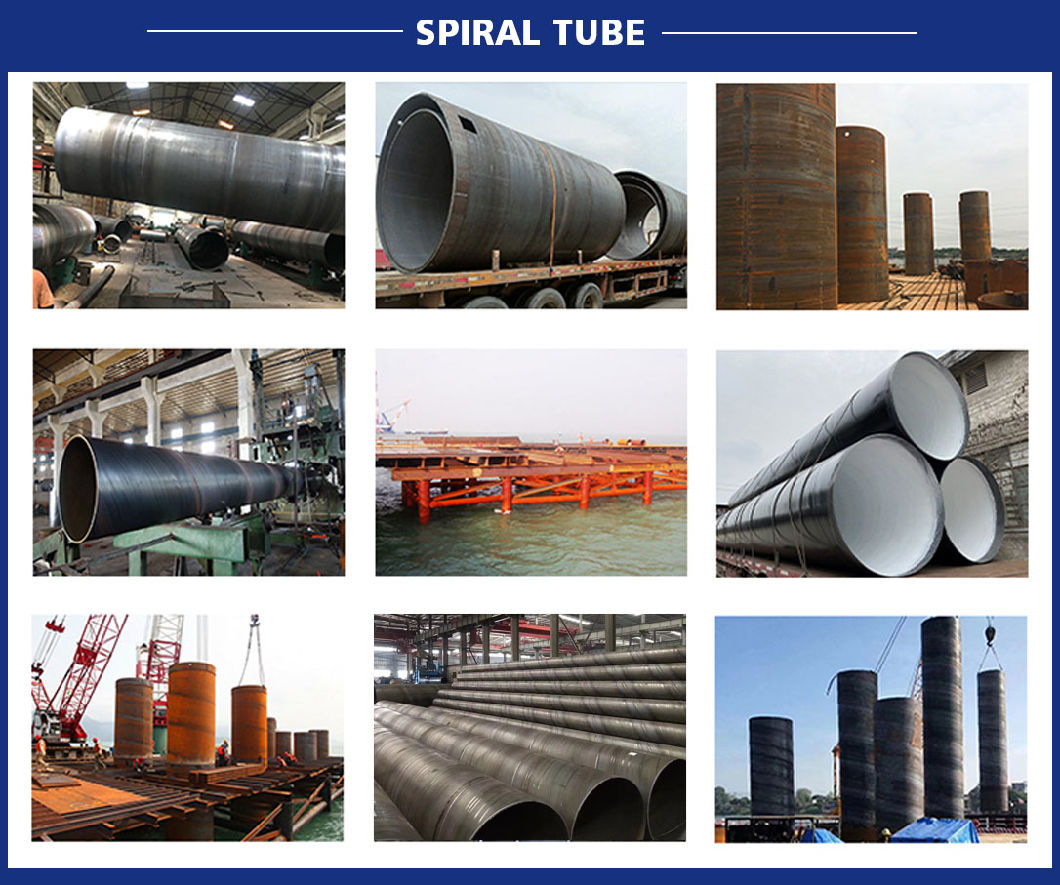
2. powiązane dokumenty
2.1 Normy ASTM:
A 370 Metody badań i definicje badań mechanicznych
wyrobów stalowych2
A 751 Metody testowe, Praktyki, i terminologia dla
Analiza chemiczna wyrobów stalowych2
A 941 Terminologia dotycząca stali, Stal nierdzewna, Powiązane stopy, i żelazostopy3
mi 29 Praktyka używania znaczących cyfr w danych testowych
Określ zgodność ze specyfikacjami
3. Terminologia
3.1 Definicje — Definicje terminów stosowanych w niniejszej specyfikacji powinny być zgodne z Terminologią A 941.
3.1.1 wada – niedoskonałość o wystarczającej wielkości lub wielkości, aby stanowić podstawę do odrzucenia.
3.1.2 niedoskonałość – jakakolwiek stwierdzona nieciągłość lub nieregularność
w rurze.
4. Informacje dotyczące zamawiania
4.1 Zamówienia na materiały objęte niniejszą specyfikacją będą zawierać
informacje dotyczące dowolnej liczby następujących elementów
wymagane do odpowiedniego opisu żądanego materiału:
4.1.1 Ilość (stóp lub liczby długości),
4.1.2 Nazwa materiału (pale z rur stalowych),
4.1.3 Metoda produkcji (bezszwowe lub spawane),
4.1.4 Stopień (Stoły 1 I 2),
4.1.5 Rozmiar (średnica zewnętrzna i nominalna grubość ścianki),
4.1.6 Długości (pojedynczy losowy, podwójnie losowy, lub jednolite)
(Patrz sekcja 13),
4.1.7 Zakończenie (Sekcja 15), I
4.1.8 Oznaczenie specyfikacji ASTM i rok wydania,
4.1.9 Miejsce kontroli kupującego (Widzieć 19.1), I
4.1.10 Kodowanie kreskowe (Widzieć 22.2).
5. Materiały i produkcja
5.1 Pale należy wykonać metodą bez szwu, elektryczny
zgrzewane oporowo, zgrzewane metodą flash, lub proces zgrzewania. The
szwy spawanych pali rurowych powinny być wzdłużne, śrubowy tyłek,
lub zakładka spiralna.
UWAGA 1 – Dla spawanych pali rurowych, spoina nie powinna zawieść, gdy
produkt został prawidłowo wyprodukowany, zainstalowany i poddany działaniu zgodnie z jego przeznaczeniem
końcowe wykorzystanie.
6. Proces
6.1 Stal powinna być wykonana za pomocą jednego lub więcej z poniższych
procesy: otwarte palenisko, zasadowy tlen, lub piec elektryczny.
7. Skład chemiczny
7.1 Stal powinna zawierać nie więcej niż 0.050 % fosfor.
8. Analiza ciepła
8.1 Każda analiza cieplna powinna spełniać wymagania
określone w 7.1. Na żądanie kupującego, stosowne analizy cieplne należy zgłosić nabywcy
przedstawiciel kupującego.
9. Analiza produktów
9.1 Analiza chemiczna powinna być zgodna z Testem
Metody, Praktyki, i terminologia A 751.
9.2 Nabywca może mieć możliwość wytworzenia produktu
analizy z wykorzystaniem próbek z partii pali rurowych w następujący sposób:
Rozmiar rury na zewnątrz
Średnica, W. (mm)
Liczba próbek i wielkość partii
Pod 14 (355.6) 2 z 200 rura lub jej część
14 Do 36, w tym (355.6
Do 914)
2 z 100 rura lub jej część
Nad 36 (914) 2 z 3000 stopy (914 M) lub jego ułamek
Analizy produktów muszą spełniać wymagania określone w
7.1.
9.3 Jeżeli skład chemiczny obu próbek
reprezentujące partię nie spełniają określonych wymagań,
partię należy odrzucić lub przeprowadzić analizę czterech dodatkowych próbek
wybrane z partii, i każdy będzie się do nich stosować
określone wymaganie. Jeśli skład chemiczny tylko
jedna z próbek reprezentujących partię nie spełnia wymagań
określone wymaganie, partia zostanie odrzucona lub poddana analizie
z partii pobiera się dwie dodatkowe próbki, I
każdy powinien spełniać określone wymagania.
10. Wymagania dotyczące rozciągania
10.1 Materiał powinien odpowiadać wymaganiom dot
właściwości rozciągające określone w tabelach 1 I 2.
10.2 Granicę plastyczności określa się na podstawie spadku
Belka, przez zatrzymanie się sprawdzianu maszyny wytrzymałościowej, przez użycie
dzielników, lub innymi zatwierdzonymi metodami. Kiedy zdecydowanie
granica plastyczności nie jest pokazana, granica plastyczności odpowiadająca
stałe przesunięcie 0.2 % długości pomiarowej próbki,
lub do całkowitego przedłużenia 0.5 % długości pomiarowej pod obciążeniem
zostanie ustalone.
11. Masy na jednostkę długości
11.1 Masy na jednostkę długości dla różnych rozmiarów rur
pale podano w tabeli 3.
11.2 Dla rozmiarów stosów rur niewymienionych w tabeli 3, waga na
długość jednostkową oblicza się w następujący sposób:
W5 10,69~D 2 t!t (1)
W = masa na jednostkę długości, funty/stopy,
D = określona średnica zewnętrzna, W., I
t = podana nominalna grubość ścianki, W.
12. Dopuszczalne różnice w masie i wymiarach
12.1 Masa — należy zważyć każdy odcinek stosu rur
osobno, a jego waga nie może różnić się więcej niż 15 % nad lub
5 % pod swoim teoretycznym ciężarem, obliczone na podstawie jego długości i
jego ciężar na jednostkę długości (Patrz sekcja 11).
12.2 Średnica zewnętrzna — zewnętrzna średnica pali rurowych
nie będzie się różnić więcej niż 61 % z określonego zewnątrz
średnica.
12.3 Grubość ściany — grubość ściany w dowolnym punkcie powinna
nie być więcej niż 12.5 % pod określonym nominalnym wa
pokazano w tabeli X1.1 (patrz załącznik) dla różnych nominalnych grubości ścianek.
13. Długości
13.1 Stosy rur należy dostarczać w pojedynczych losowych długościach,
podwójne losowe długości, lub o jednolitych długościach, jak określono w
zamówienie zakupu, zgodnie z poniższymi limitami:
Pojedyncze losowe długości 16 Do 25 stopy (4.88 Do 7.62 mm), w tym
Podwójne losowe długości 25 stopy (7.62 M) z minimalną średnią
z 35 stopy (10.67 M)
Jednolite długości, długość zgodnie z dopuszczalną różnicą 61 W.
13.2 Długości łączone w fabryce metodą spawania
będą akceptowane jako odpowiednik długości niepołączonych
dostarczył próbki do próby rozciągania wycięte z przykładowych połączeń
spełniać wymagania dotyczące wytrzymałości na rozciąganie określone w
Stoły 1 I 2. W tym celu nie należy usuwać ściegu spawalniczego
test. Próbki takie należy wykonać zgodnie z ust
postanowienia określone w ust 16-18
DO POBRANIA PDF : ASTM A252 Standardowa specyfikacja dla spawanych i bezszwowych pali stalowych

AKR (Spawane elektrycznie) palowanie rurowe to rodzaj rur stalowych powszechnie stosowanych w budownictwie i fundamentach, jak na przykład przy budowie mostów, nabrzeża, i inne konstrukcje. Pale rurowe ERW powstają w procesie zwijania płaskiej taśmy stalowej w kształt rury, a następnie krawędzie są podgrzewane i zgrzewane za pomocą prądu elektrycznego. Palowanie rurowe ERW ma wiele zalet w porównaniu z innymi rodzajami pali, w tym: Ekonomiczne: Palowanie rur ERW jest generalnie tańsze niż inne rodzaje palowania, takie jak bezszwowe układanie rur. Wysoka wytrzymałość: Pale rurowe ERW charakteryzują się dużą wytrzymałością na zginanie, co czyni go mocną i trwałą opcją do zastosowań fundamentowych. Możliwość dostosowania: Pale rurowe ERW mogą być produkowane zgodnie z określonymi wymaganiami dotyczącymi rozmiaru i długości, dzięki czemu można go w dużym stopniu dostosować do różnych potrzeb projektu. Palowanie rur ERW jest dostępne w różnych rozmiarach i grubościach, i mogą być produkowane w długościach do 100 stopy lub więcej. Zwykle jest wykonany ze stali węglowej lub stali stopowej, i może być pokryty warstwą materiału ochronnego, aby zapobiec korozji i przedłużyć żywotność rury. Wszechstronny: rura ERW Czytaj więcej

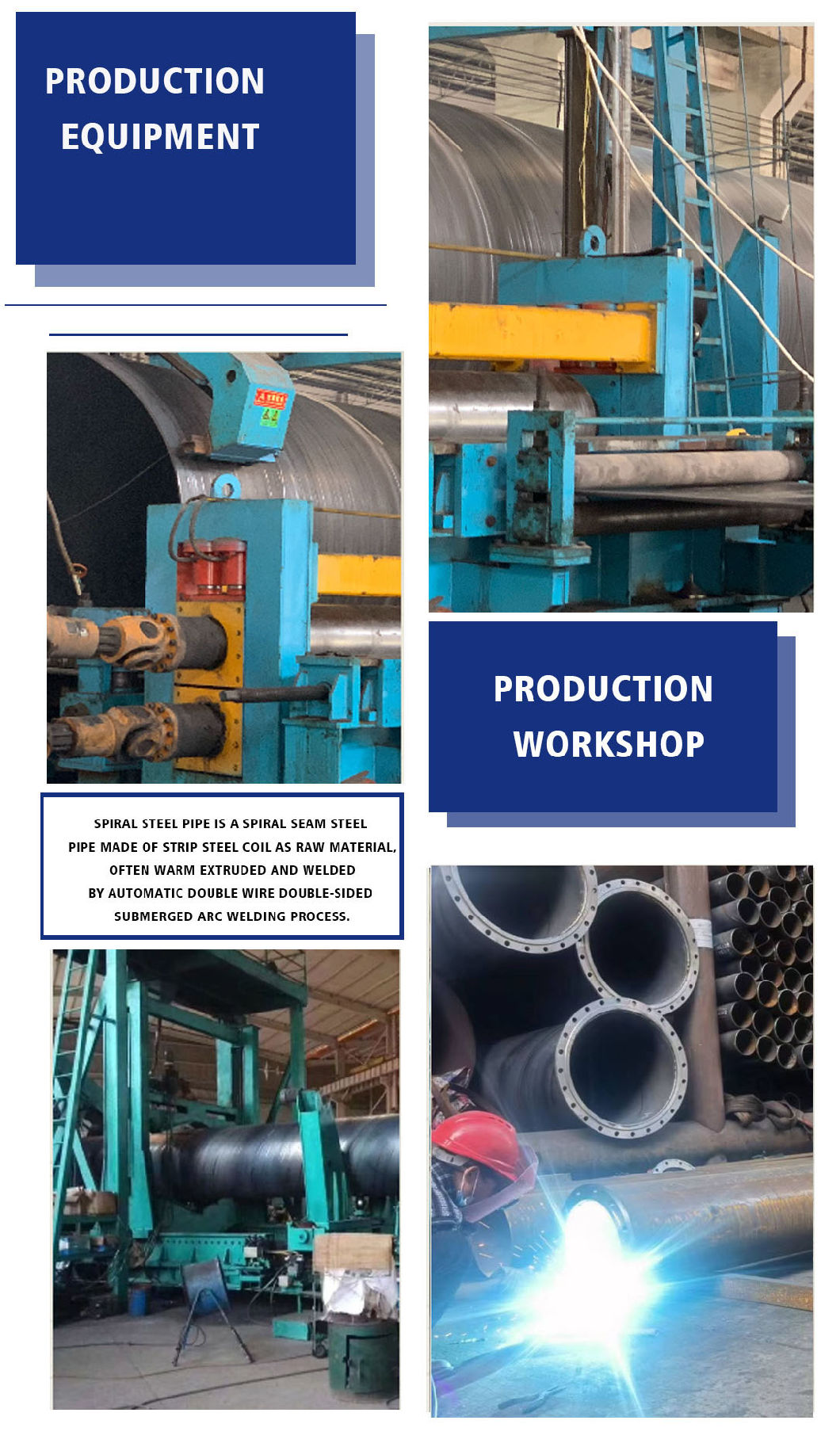
SPAWANE pale rur stalowych (ERW ,LASW, DSAW ,SSAW.) Dwie najpopularniejsze metody spawania rur stalowych to spawanie szwem prostym lub spiralnym. Do transportu cieczy zwykle stosuje się spawane rury stalowe (woda lub olej) i gaz ziemny. Jest zazwyczaj tańszy niż rura stalowa bez szwu. Obydwa rodzaje spawania stosuje się po zwinięciu rury, która polega na nadaniu arkuszowi stali kształtu końcowego. Prosty szew: Rury stalowe ze szwem prostym wytwarza się poprzez dodanie spoiny równoległej do szwu rury. Proces jest dość prosty: Rury ze szwem prostym powstają w wyniku zgięcia blachy stalowej i uformowania jej w kształt rury, następnie spawane wzdłużnie. Rury ze szwem prostym można spawać łukiem krytym (PIŁA) lub podwójnie spawane łukiem krytym (DSAW). Szew spiralny: Rury ze szwem spiralnym powstają, gdy walcowana na gorąco taśma stalowa jest formowana w rurę poprzez spiralne zginanie i spawana wzdłuż spiralnego szwu rury. W rezultacie długość spoiny wynosi 30-100% dłuższy niż rura spawana ze szwem prostym. Ta metoda jest częściej stosowana w przypadku rur o dużej średnicy. (Notatka: tę metodę spawania można również nazwać spiralnym łukiem krytym Czytaj więcej

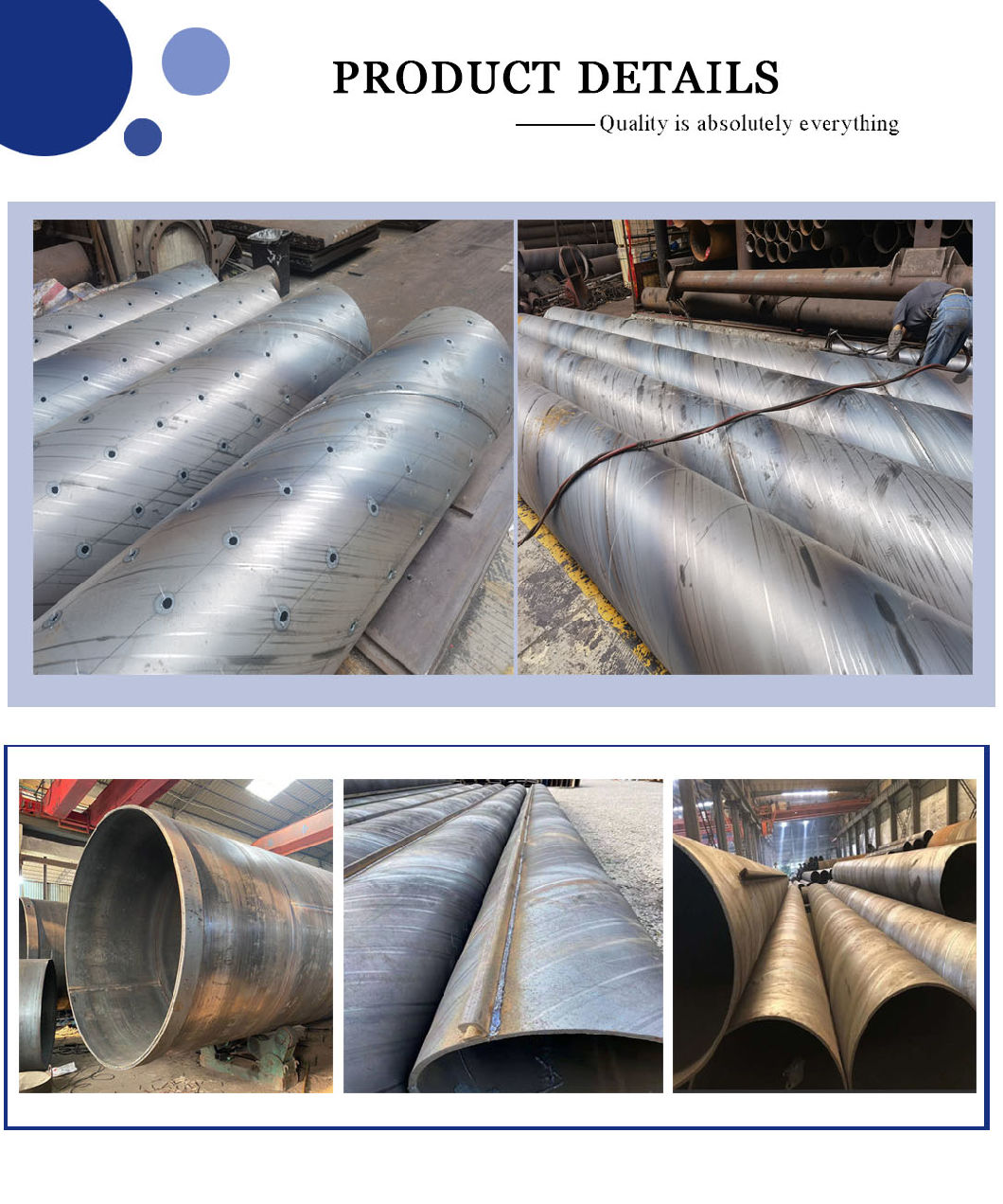
Spiralny stos rur spawalniczych, inaczej znany jako stos rur SSAW, to rodzaj produktu do palowania rur stosowanego przy budowie głębokich fundamentów. Wykonany jest ze stali, która została uformowana w spiralny kształt i zespawana ze sobą. Jest używany w różnych zastosowaniach, w tym fundamenty mostów, mury oporowe, głębokie fundamenty pod budynki, tamy, i inne duże konstrukcje. Spiralny stos rur spawalniczych jest bardzo wytrzymały, rura ze stali niskostopowej wykonana z połączenia walcowanych blach stalowych i spiralnie zwijanych taśm stalowych. Jest wysoce odporny na korozję i ma wysoki stosunek wytrzymałości do masy, co czyni go idealnym wyborem do głębokich fundamentów i innych zastosowań o dużym obciążeniu. Proces tworzenia spiralnego stosu rur spawalniczych rozpoczyna się od walcowania na gorąco blachy stalowej w cewkę. Cewka ta jest następnie podawana do maszyny, która kształtuje ją w kształt spirali. Spirala ta jest następnie cięta na sekcje i spawana ze sobą, tworząc pojedynczy stos rur. Po zakończeniu spawania, Stos rur jest następnie poddawany obróbce cieplnej i testowany, aby upewnić się, że spełnia pożądane specyfikacje. Spiralny stos rur spawalniczych to mocny i niezawodny wybór do każdego głębokiego fundamentu lub innego zastosowania o dużym obciążeniu. Jest odporny na Czytaj więcej

Wprowadzenie Pale z rur stalowych są stosowane od wielu lat jako element fundamentowy w różnych projektach budowlanych. Są powszechnie stosowane przy budowie mostów, Budynki, oraz inne konstrukcje wymagające mocnego i stabilnego fundamentu. Zastosowanie pali z rur stalowych ewoluowało na przestrzeni lat, wraz z rozwojem nowych technologii i technik mających na celu poprawę ich wydajności i trwałości. Jednym z najbardziej znaczących postępów w stosowaniu pali rur stalowych jest przejście od tradycyjnych pali rur stalowych na pale rur ze stali spiralnej spawanej. W artykule omówione zostanie techniczne przejście pali rur stalowych na pale rur ze szwem spiralnym, w tym korzyści i wyzwania związane z tym przejściem. Pliki do pobrania w formacie PDF:Stos rurowy, stosy rur, pale stalowe, rury rurowe Tło Pale rur stalowych są zwykle wykonane z płyt stalowych, które są walcowane w cylindryczne kształty i zespawane ze sobą. Są powszechnie stosowane w głębokich fundamentach, gdzie warunki gruntowe są złe lub gdy budowana konstrukcja jest ciężka. Pale z rur stalowych są zwykle wbijane w ziemię za pomocą kafara, który wciska pal w ziemię, aż osiągnie określoną głębokość. Gdy stos jest już na swoim miejscu, zapewnia Czytaj więcej

Pale z rur stalowych i grodzice z rur stalowych znalazły szerokie zastosowanie w różnych projektach budowlanych, w tym porty/przystanie, inżynieria miejska, mosty, i więcej. Te wszechstronne pale wykorzystywane są do budowy pomostów, falochrony, falochrony, mury oporowe ziemi, koferdamy, oraz fundamenty pod fundamenty z rur stalowych. Wraz ze wzrostem rozmiarów konstrukcji, głębsze wody, oraz prace budowlane na terenach o głębokim, miękkim podłożu, Znacząco wzrosło wykorzystanie stalowych pali rurowych i stalowych grodzic.

Podsumowując, Pale stalowe SAWH i pale rurowe SSAW są niezbędnymi elementami w branży budowlanej, dostarczanie mocnych i niezawodnych systemów fundamentowych. Ich unikalne cechy, proces produkcji, i zalety sprawiają, że nadają się do szerokiego zakresu zastosowań. Niezależnie od tego, czy chodzi o wspieranie budynków, mosty, lub konstrukcje offshore, te stosy oferują siłę, trwałość, i wszechstronność wymagana w przypadku udanych projektów budowlanych.
