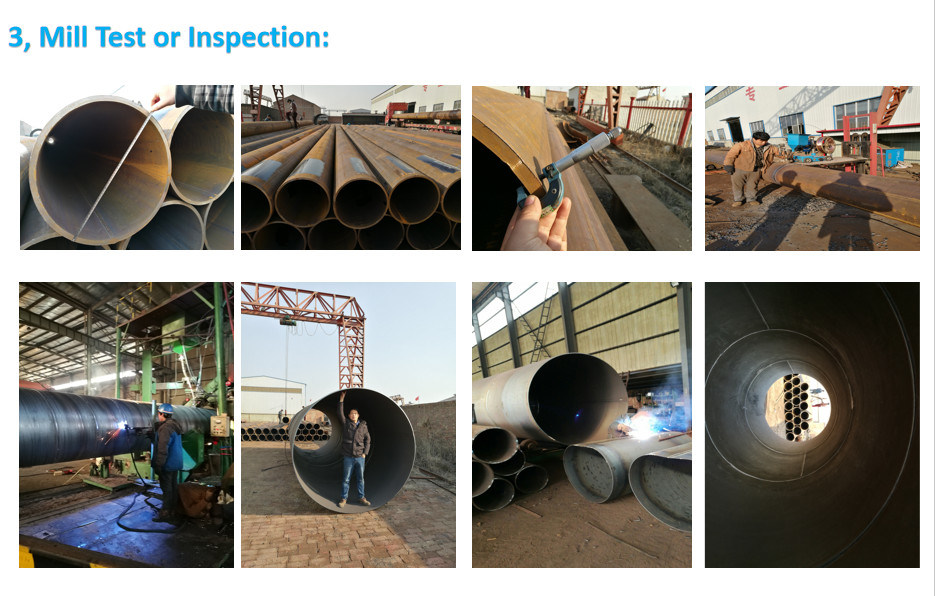
Badania nad wpływem spoin na naprężenie stalowych pali rur podczas jazdy na stos
Wstęp
Stalowe stosy rur są szeroko stosowane w projektach inżynierii lądowej, szczególnie w fundamentach na morzu, Konstrukcja mostu, i wieżowce. Te stosy są wbijane w ziemię za pomocą uderzeń uderzeniowych, Proces, który poddaje im znaczne naprężenia dynamiczne. Często, Stalowe pale rurowe są wytwarzane lub rozciągane przez spawanie wielu odcinków, Wprowadzenie spoin jako krytycznych punktów troski. Spoiny, choć niezbędne do osiągnięcia pożądanej długości stosu, może znacząco zmienić rozkład naprężeń i integralność strukturalną stosu podczas jazdy. Niedoskonałości w spoinach, Naprężenia resztkowe z procesu spawania, a obciążenie dynamiczne podczas jazdy pali może zaostrzyć stężenia naprężeń, potencjalnie prowadząc do zmęczenia, wyśmienity, lub niepowodzenie.
Badanie to bada wpływ spoin na naprężenie stalowych pali rur podczas jazdy na stos, Koncentrując się na rozkładu stresu, koncentracja w regionach spoiny, Zachowanie zmęczeniowe, oraz praktyczne strategie łagodzenia. Poprzez analizę teoretyczną, Modelowanie numeryczne, i studia przypadków, Badanie ma na celu kompleksowe zrozumienie efektów związanych ze spawaniem i zaproponowanie metod zwiększenia wydajności stosu.
Tło teoretyczne
Mechanika jazdy na stos
Kierowanie się stosami obejmuje wykorzystanie młotów uderzenia w celu przekazania stosu energii kinetycznej, zmuszanie go do ziemi. Proces ten generuje fala naprężenia ściskającego, która propaguje się wzdłuż długości stosu. Fala naprężeń odzwierciedla granice (np., końcówka stosu lub nieciągłości, takie jak spoiny), prowadząc do złożonych stanów stresu. Podstawowe stresy podczas jazdy na stos jest:
- Osiowe naprężenie ściskające: Wygenerowane przez wpływ młota.
- Stres na rozciąganie: Wynikające z odbicia fal, szczególnie w twardych glebach, w których końc.
- Naprężenie ścinające: Indukowane przez boczną opór gleby lub niewspółosiowość podczas jazdy.
- Naprężenie zginające: Występujące, jeśli stos nie jest idealnie pionowy lub jeśli występują obciążenia boczne.
Maksymalne naprężenie w stosie podczas jazdy można przybliżać za pomocą jednowymiarowego równania fali:
Gdzie:
- Amaks: Maksymalne naprężenie (Rocznie)
- mi: Moduł elastyczności stali (typowo 210 GPA)
- A: Przekrój stosu (M2)
- vchochlik: Prędkość uderzenia młotka (SM)
- C: Prędkość fali w stali, c = √(mi / R), gdzie ρ jest gęstością stali (~ 7850 kg/m3)
Dla typowego stalowego stosu rur z prędkością falową 5100 SM, nawet umiarkowana prędkość uderzenia (np., 5 SM) może generować naprężenia przekraczające 500 Mpa, zbliżanie się lub przekraczanie granicy plastyczności wielu stalowych gatunków.
Niedoskonałości spoiny i ich rola w rozkładu stresu
Spoiny wprowadzają kilka czynników, które wpływają na stres podczas jazdy na stos:
- Nieciągłości geometryczne: Koraliki spawane, Nawet gdy podmokanie ziemi, Utwórz zlokalizowane zmiany w przekroju stosu, prowadząc do stężenia stresu.
- Naprężenia szczątkowe: Proces spawania wywołuje naprężenia resztkowe z powodu rozszerzalności cieplnej i skurczu, często zbliża się do granicy plastyczności materiału.
- Heterogeniczność materialna: Strefa dotknięta ciepłem (Haz) przylegający do spoiny wykazuje zmienione właściwości mechaniczne, takie jak zmniejszona plastyczność lub zwiększona twardość, które mogą wpływać na rozkład naprężeń.
- Niedoskonałości spoiny: Wady takie jak porowatość, Inkluzje żużla, lub niepełna penetracja osłabia spoinę i zwiększają stężenie naprężeń.
Współczynnik stężenia naprężeń (SCF) na spoinie można zdefiniować jako:
Gdzie:
- Amaks, spawać: Maksymalne naprężenie na spoinie
- Anominalny: Nominalne stres w stosie z dala od spoiny
Typowe wartości SCF dla spoin w stosach rur stalowych wahają się od 1.5 Do 3, w zależności od jakości spoiny i geometrii.
Analiza naprężeń w spawanych stosach rurowych
Rozkład naprężeń wzdłuż stosu
Podczas jazdy na stosie, Fala naprężeń propaguje się jako impuls ściskający od głowicy stosu do końcówki. Na spoinie, Fala napotyka nieciągłość, prowadząc do częściowego odbicia i transmisji. Fala odbita może powodować naprężenia rozciągające, zwłaszcza jeśli spoina znajduje się w pobliżu końcówki stosu lub w obszarze niedopasowania o wysokiej impedancji.
Rozważ stalowy stos rur z spawaniem obwodu (Spawanie obwodowe łączące dwie sekcje). Impedancja z stosu jest podana przez:
Niedopasowanie impedancji na spoinie (np., z powodu grubszych koralików spawania lub różnic w HAZ) powoduje odbicie fali. Współczynnik odbicia r to:
Gdzie z1 i z2 są impedancjami po obu stronach spoiny. Niezerowy R wskazuje częściowe odbicie, Przyczyniając się do naprężeń rozciągających, które mogą zainicjować pękanie na spoinie.
Stężenie naprężeń w spoinach
Obecność spoiny zwiększa naprężenia lokalne z powodu nieciągłości geometrycznej i materiałowej. Dla spawania obwodu, Stężenie naprężeń jest najbardziej wyraźne na palcach spawania, gdzie następuje przejście między metalem spoiny a materiałem podstawowym. Analiza elementu skończonego (MES) Badania wskazują, że SCF na palcach spoiny może być tak wysoki jak 2.5 dla typowego ręcznego spawania, i do 3.0 dla spoin o znacznym podcięciu lub niedopasowaniu.
Tabela 1 Zapewnia typowe wartości SCF dla różnych warunków spoiny w stalowych stosach rur, na podstawie badań empirycznych i numerycznych.
| Warunek spoiny | Zakres SCF | Notatki |
|---|---|---|
| Idealna spawa (Ziemia) | 1.2–1,5 | Minimalna nieciągłość geometryczna |
| Ręczny spaw (Welded) | 1.8–2.5 | Koralik spawany i lekkie niedopasowanie |
| Spawanie z podcięciem | 2.0–3.0 | Znaczący straż naprężeń na spawanie palców |
| Spawanie z niewspółosiowością | 2.5–3.5 | Dodatkowe naprężenie zginające z powodu przesunięcia |
Naprężenia resztkowe z spawania
Spawanie wprowadza naprężenia resztkowe z powodu cyklu cieplnego ogrzewania i chłodzenia. Naprężenia te są zwykle rozciągające się w spoinie i haz, zrównoważone przez naprężenia ściskające w otaczającym materiale podstawowym. Dla spawania obwodu w stalowym stosie rur, szczytowe naprężenie resztkowe może zbliżyć się do granicy plastyczności stali (np., 350–500 MPa dla wspólnych klas, takich jak S355).
Podczas jazdy na stosie, Te resztkowe naprężenia nakładają się na naprężenia dynamiczne, potencjalnie przekraczanie całkowitego naprężenia poza wydajność materiału lub ostateczną wytrzymałość na rozciąganie. Połączone naprężenie σcałkowity można być przybliżone jako:
Gdzie σdynamiczny to stres związany z jazdę na stosie, i σpozostały jest wcześniej istniejącym stresem szczątkowym. Jeślicałkowity przekracza limit zmęczenia materiału, inicjacja pęknięcia staje się prawdopodobna.
Modelowanie numeryczne efektów spoiny
Analiza elementów skończonych (MES) Zbliżać się
Aby określić ilościowo wpływ spoin na stres podczas jazdy na stos, Analiza elementu skończonego (MES) jest zatrudniony. Typowy model FEA zawiera następujące elementy:
- Geometria: Model 3D stalowego stosu rur z spoiny obwodu, w tym koralik spawany, Haz, i materiał podstawowy.
- Właściwości materiału: Zachowanie elastyczno-plastyczne stali, z wyraźnymi właściwościami dla metalu spoiny i haz.
- Warunki brzegowe: Obciążenie dynamiczne nakładane na głowę stosu w celu symulacji uderzenia młotka.
- Niedoskonałości spoiny: Modelowane jako nieciągłości geometryczne (np., podcięcie) lub wady materialne (np., Zmniejszona wytrzymałość na Haz).
Studium przypadku: Fea spawanego stalowego stosu rur
Rozważ stos rur stalowych o następujących właściwościach:
- Średnica: 1.2 M
- Grubość ścianki: 25 mm
- Materiał: S355 Stal (granica plastyczności 355 Mpa, Ostateczna wytrzymałość na rozciąganie 510 Mpa)
- Typ spoiny: Spawanie obwodu, podręcznik, z niewielkim podcięciem (SCF = 2.5)
Stos jest napędzany średniej gęstej warstwy piasku za pomocą 10-tonowego młotka z prędkością uderzenia 4 SM. Model FEA wykorzystuje dynamiczny jawny solver do symulacji propagacji fali naprężenia.
Wyniki
- Rozkład stresu: Maksymalne naprężenie dynamiczne w stosie z dala od spoiny jest w przybliżeniu 450 Mpa (ściskanie). Na palcach, naprężenie szczytowe 1125 MPA z powodu SCF 2.5.
- Odbicie fali: Spoina powoduje a 15% odbicie fali naprężeń, prowadząc do stresu rozciągającego 70 MPA bezpośrednio po impulsie ściskającym.
- Implikacje zmęczeniowe: Cykliczna natura jazdy pali (Tysiące ciosów młotków) wywołuje uszkodzenie zmęczenia, z u nogi spawania jest najbardziej wrażliwym miejscem ze względu.
Tabela 2 podsumowuje wyniki FEA dla różnych warunków spoiny.
| Warunek spoiny | Max naprężenie na palce spawalniczej (Mpa) | Naprężenie rozciągające z odbicia (Mpa) | Życie zmęczeniowe (Cykle) |
|---|---|---|---|
| Idealna spawa | 600 | 50 | 106 |
| Ręczny spaw (Welded) | 900 | 65 | 105 |
| Spawanie z podcięciem | 1125 | 70 | 104 |
Badanie parametryczne
Przeprowadzono badanie parametryczne w celu oceny wpływu geometrii spoiny, właściwości materiału, i warunki jazdy na stresie. Kluczowe ustalenia obejmują:
- Geometria spoiny: Gładsze profile spoiny (np., Ziemia) Zmniejsz SCF i zwiększyć żywotność zmęczeniową o 50–100%.
- Właściwości materiału: Wyższa wytrzymałość w Haz (np., osiągnięte poprzez poczyszczanie cieplne) zmniejsza ryzyko inicjacji pęknięć.
- Warunki jazdy: Niższe prędkości uderzenia zmniejszają naprężenia szczytowe, ale mogą zwiększyć liczbę wymaganych ciosów, potencjalnie pogarszające uszkodzenie zmęczenia.
Zachowanie zmęczeniowe w spoinach podczas jazdy na stos
Mechanizm zmęczenia
Jazda na stos jest z natury cykliczna, Z każdym ciosem młotkiem reprezentującym cykl naprężeń. Spoiny są szczególnie podatne na zmęczenie z powodu:
- Wysokie stężenia stresu: Jak pokazano w tabeli 1, SCF w spoinach wzmacniają zakres naprężeń.
- Naprężenia szczątkowe: Naprężenia resztkowe na rozciąganie obniżają średni próg naprężenia dla inicjacji pęknięć.
- Zmienność materialna: Haz często ma zmniejszoną odporność na zmęczenie z powodu zmian mikrostrukturalnych.
Żywotność zmęczeniowa n połączenia spawanego można oszacować za pomocą podejścia krzywej S-N:
Gdzie:
- Ds: Zakres stresu (Mpa)
- C: Współczynnik siły zmęczenia (zależne od materiału)
- M: Wykładnik zmęczenia (Zazwyczaj 3–5 dla spoin stalowych)
Dla typowej spoiny w stali S355, C może być 100 Mpa, i m = 3. Z zakresem stresu 200 Mpa (biorąc pod uwagę naprężenia dynamiczne i resztkowe), trwałość zmęczeniowa wynosi w przybliżeniu 125,000 cykle, które można przekroczyć w trudnych warunkach jazdy.
Wpływ niedoskonałości spoiny
Niedoskonałości spoiny, takie jak podcięcie, porowatość, lub brak fuzji działają jako inicjatorzy pęknięć, Znacząco zmniejszając życie zmęczeniowe. Na przykład, podcięcie spoiny z SCF 3.0 może zmniejszyć żywotność zmęczeniową o rząd wielkości w porównaniu do idealnej spawania, Jak pokazano w tabeli 2.
Praktyczne implikacje i strategie łagodzenia
Kontrola jakości spoiny
Aby zminimalizować niekorzystny wpływ spoin na stres podczas jazdy na stos, Rygorystyczna kontrola jakości jest niezbędna:
- Kontrola spoiny: Użyj badań nieniszczących (Badania NDT) Metody takie jak testy ultradźwiękowe w celu wykrycia defektów.
- Geometria spoiny: Spoiny szlifowania, aby zmniejszyć stężenie naprężeń.
- Po spalonym obróbce cieplnej (PWHT): Zastosuj PWHT, aby złagodzić naprężenia resztkowe, szczególnie w przypadku pali o grubości.
Zagadnienia dotyczące projektowania
Projektanci mogą złagodzić problemy związane z spawaniem:
- Optymalizacja umieszczenia spoiny: Pozycja spawania z dala od regionów wysokiej stresu, takich jak w pobliżu końcówki stosu, gdzie odbicia są najsilniejsze.
- Wybór typu spoiny: Użyj spoin tyłkowych pełnej penetracji zamiast spoin filetowych, aby uzyskać lepsze przeniesienie obciążenia.
- Wybór materiału: Wybierz stopnie stalowe o wysokiej wytrzymałości i odporności na zmęczenie dla HAZ.
Techniki jazdy
Dostosowanie technik jazdy stosu może również zmniejszyć naprężenie w sporzeniach:
- Niższa energia uderzenia: Użyj mniejszych uderzeń młotka, aby zmniejszyć szczytowe naprężenia, Chociaż zwiększa to liczbę cykli.
- Amortyzacja: Zastosuj poduszki na pali, aby tłumić energię uderzenia, Zmniejszenie amplitudy fali naprężeń.
- Monitorowanie: Użyj dynamicznego monitorowania stosu (np., Analizator jazdy na stosie) mierzyć naprężenia w czasie rzeczywistym i dostosować parametry jazdy.
Tabela 3 podsumowuje zalecane praktyki w łagodzeniu problemów związanych ze stresem spawalniczym.
| Strategia | Opis | Oczekiwana korzyść |
|---|---|---|
| Szlifowanie spoiny | Gładka powierzchnia spoiny w celu zmniejszenia SCF | 20–50% zmniejszenie SCF |
| PWHT | Utwór cieplny w celu złagodzenia naprężeń szczątkowych | 30–60% zmniejszenie stresu resztkowego |
| Badania NDT | Sprawdź spoiny pod kątem wad | Wczesne wykrywanie inicjatorów pęknięć |
| Zoptymalizowane umieszczanie spoiny | Unikaj spoin w pobliżu stref z pala lub strefy stresu | 10–20% zmniejszenie szczytowego naprężenia |
Studium przypadku
Studium przypadku 1: Fundacja turbiny wiatrowej offshore
Fundacja turbiny wiatrowej na morzu wykorzystywała stosy rur stalowych o dużej średnicy (2 Średnica m, 30 mm grubość ścianki) wbity w piaszczyste dno morskie. Pale rozszerzono za pomocą spoin obwodu. Podczas jazdy, pękanie zaobserwowano na kilku spoinach, przypisywane wysokim stężeniu naprężeń (SCF ~ 2.8) i naprężenia resztkowe na rozciąganie (~ 400 MPa). FEA ujawniło naprężenia szczytowe przy przekraczaniu stóp do spoiny 1000 Mpa. Łagodzenie polegało na szlifowaniu spwy spłukiwaniu i zastosowaniu PWHT, który zmniejszył SCF do 1.5 i wyeliminowało pękanie.
Studium przypadku 2: Fundacja mostu w twardej glinie
Projekt fundamentu mostu używał stalowych stosów rur (1 Średnica m, 20 mm grubość ścianki) wbity w twardą glinę. Spoiny wykazywały uszkodzenie zmęczeniowe po 8000 ciosy, z pęknięciami inicjującymi w Haz. Dynamiczne monitorowanie wykazało naprężenia rozciągające 80 MPA z powodu odbicia falowych w spoinach. Dostosowanie energii młotka i za pomocą poduszki stosu zmniejszyło zakres naprężeń o 25%, Wydłużenie żywotności zmęczenia wystarczająco, aby ukończyć jazdę bez porażki.
Wniosek
Sporzenia znacząco wpływają na zachowanie naprężeń stalowych pali rur podczas jazdy na stos, przede wszystkim poprzez stężenia stresu, stresy resztkowe, i efekty odbicia fali. Współczynnik stężenia naprężeń w spoinach może wzmacniać naprężenia dynamiczne o 1,5–3,5 razy, podczas gdy naprężenia resztkowe z spawania nakładają na te obciążenia, Zwiększenie ryzyka zmęczenia i pękania. Modelowanie numeryczne, takie jak FEA, zapewnia potężne narzędzie do kwantyfikacji tych efektów, Ujawniając szczytowe naprężenia na palcach spawanych, które często przekraczają granicę plastyczności materiału. Analiza zmęczenia wskazuje, że spoiny są najbardziej wrażliwymi lokalizacjami inicjacji pęknięć, szczególnie w obecności niedoskonałości, takich jak podcięcie lub niewspółosiowość.
Praktyczne strategie łagodzenia, w tym lepsza jakość spoiny, Zoptymalizowane techniki jazdy, i staranne względy projektowe, może znacznie zmniejszyć niekorzystne skutki spoin. Studia przypadków pokazują, że strategie te są skuteczne w rzeczywistych zastosowaniach, Zapewnienie integralności strukturalnej spawanych pali rur w trudnych warunkach jazdy na stos.
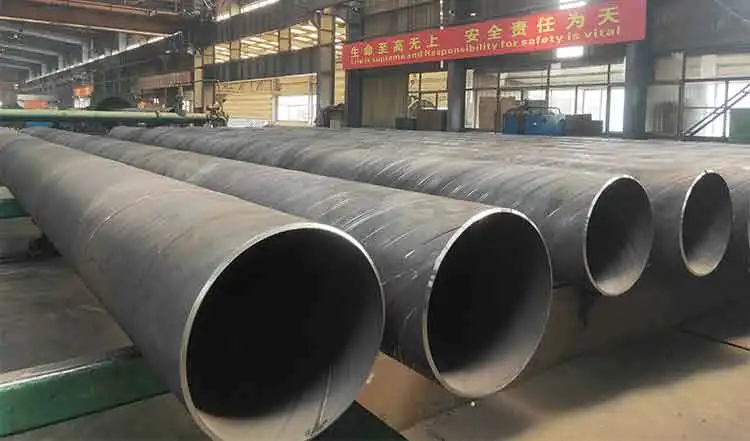
Dostarczamy również poniższe produkty: Rura/rura ze stali węglowej & Rura/rura ze stali nierdzewnej (Bezszwowy & Spawane rury stalowe, takie jak ERW,LSAW i SSAW);

Pale z rur stalowych i grodzice z rur stalowych znalazły szerokie zastosowanie w różnych projektach budowlanych, w tym porty/przystanie, inżynieria miejska, mosty, i więcej. Te wszechstronne pale wykorzystywane są do budowy pomostów, falochrony, falochrony, mury oporowe ziemi, koferdamy, oraz fundamenty pod fundamenty z rur stalowych. Wraz ze wzrostem rozmiarów konstrukcji, głębsze wody, oraz prace budowlane na terenach o głębokim, miękkim podłożu, Znacząco wzrosło wykorzystanie stalowych pali rurowych i stalowych grodzic.

Przygotowanie strony: Przed instalacją, Przygotowanie placu budowy polega na oczyszczeniu terenu i usunięciu wszelkich przeszkód. Ocenia się warunki gruntowe w celu określenia odpowiedniego typu i specyfikacji pali rur stalowych. Wbijanie pali: Pale rur stalowych wbijane są w ziemię za pomocą młotów udarowych lub wibratorów. Pale są starannie wyrównywane i ustawiane w wyznaczonych miejscach. Proces wbijania generuje wibracje i uderzenia, które pomagają wniknąć w glebę i osiągnąć pożądaną głębokość.

Ciągłe ekrany studni z drutu szczelinowego w kształcie litery V są produkowane z drutu w kształcie litery V lub klina wokół wewnętrznego układu podłużnych prętów wsporczych. Każdy punkt przecięcia tych drutów jest zespawany. Drut profilowany w kształcie litery V lub klina owija się wokół prętów nośnych na całej długości ekranu, tworząc ciągły otwór szczelinowy, stąd ekran przepuszcza wodę (olej) aby swobodnie wchodzić do studni w wystarczających ilościach, jednocześnie zatrzymuje większość piasku i żwiru z dala od studni.

Stosy mają łatwe wykorzystanie i można je łatwo przyciąć na pożądaną długość. Może zostać napędzany od końca do końca gęstych warstw. Można jeździć mocno i na bardzo długich dystansach. Może podnosić ciężkie ładunki.
Stalowe rurki dekoracyjne to coś więcej niż styl. Występują w różnych typach, jak zwykły, tuby tłoczone i kolorowe. Wykonanie ich jest proste, oferując różne opcje. Więc, jeśli chcesz urozmaicić swoją przestrzeń oknami antywłamaniowymi, poręcze lub poręcze schodów, te rurki są na to najlepszym rozwiązaniem. Dekoracyjne rury stalowe są cienkie i doskonale nadają się do dekoracji architektonicznych i cywilnych elementów dekoracyjnych ze stali. Wybór odpowiedniego spośród niezawodnych dostawców rur przemysłowych może mieć ogromne znaczenie. Patrzę teraz na przemysłowe rury stalowe, po drugiej stronie, posiadamy przemysłowe rury stalowe, kręgosłup operacji. W tych rurach nie chodzi o wygląd; chodzi im o załatwianie spraw w warunkach przemysłowych. Wyobraź sobie system połączonych części przemieszczających ciecze, gazy lub drobne cząstki. Rury przemysłowe mogą składać się z materiałów takich jak aluminium, żelazo, tytan, I, Oczywiście, stal.
