Исследование влияния сварных швов на стресс свай стальных труб во время вождения в кучах
Введение
Стальные трубы широко используются в проектах гражданского строительства, особенно в оффшорных фондах, мостовое строительство, и высокие здания. Эти кучи въехали в землю с использованием ударов ударов, процесс, который подвергает их значительным динамическим напряжениям. Часто, Стальные кучи труб изготовлены или расширяются путем сварки нескольких секций вместе, введение сварных швов в качестве критических моментов, вызывающих озабоченность. Сварки, в то время как необходимо для достижения желаемой длины сва, может значительно изменить распределение напряжений и структурную целостность кучи во время вождения. Недостаточные недостатки в сварных швах, остаточные напряжения от процесса сварки, и динамическая нагрузка во время вождения свай может усугубить концентрации напряжений, потенциально приводит к усталости, трещины, или сбой.
Это исследование исследует влияние сварных швов на стресс свай стальных труб во время вождения свай, Сосредоточение внимания на распределении стресса, концентрация в сварных регионах, усталостное поведение, и стратегии практической смягчения. Через теоретический анализ, Численное моделирование, и тематические исследования, Исследование направлено на то, чтобы обеспечить исчерпывающее понимание последствий сварного шва и предложить методы для повышения производительности куча.
Теоретическое образование
Механика вождения свай
Вождение свай включает в себя использование ударов ударов для передачи кинетической энергии в кучу, принуждая его в землю. Этот процесс генерирует волну напряжения сжатия, которая распространяется вдоль длины сва. Волна напряжения отражается на границах (например, наконечник или разрывы свай, такие как сварки), приводя к сложным состояниям стресса. Основные напряжения во время вождения в свайе включают:
- Осевое сжимающее напряжение: Генерируется ударом молотка.
- Растяжение стресса: В результате волновых отражений, Особенно в твердых почвах, где наконечник свай сталкивается с высоким сопротивлением.
- Напряжение сдвига: Вызван боковым сопротивлением почвы или смещением во время вождения.
- Изгибающее напряжение: Возникает, если куча не совсем вертикальна или при наличии боковых нагрузков присутствуют.
Максимальное напряжение в куче во время вождения может быть аппроксимировано с использованием одномерного уравнения волны:
Где:
- аМакс: Максимальный стресс (А)
- Э: Модуль эластичности стали (типично 210 Средний балл)
- А: Площадь поперечного сечения кучи (m2)
- V.имп: Влияние скорости молотка (М / сек)
- с: Скорость волны в стали, c = √(Э / ведущий), где ρ - плотность стали (~ 7850 кг/м3)
Для типичной кучи стальной трубы с волновой скоростью приблизительно 5100 М / сек, даже умеренная скорость удара (например, 5 М / сек) может генерировать превышающие напряжения 500 МПа, приближаясь или превышает прочность урожая многих стальных сортов.
Неспособности сварки и их роль в распределении стресса
Сварные швы вводят несколько факторов, которые влияют на стресс во время вождения в свай:
- Геометрические разрывы: Сварные бусы, Даже когда заземляется, Создать локализованные изменения в поперечном сечении кучи, приводя к концентрациям стресса.
- Остаточные напряжения: Процесс сварки вызывает остаточные напряжения из -за термического расширения и сокращения, часто приближаясь к силе урожайности материала.
- Материальная неоднородность: Затронутая теплоза зона (Азартный) рядом с сварной площадкой демонстрирует измененные механические свойства, такие как снижение пластичности или повышенная твердость, который может повлиять на распределение стресса.
- Несовершенство сварного шва: Дефекты, такие как пористость, включения шлака, или неполное проникновение ослабляет сварку и увеличивает концентрации стресса.
Коэффициент концентрации напряжения (SCF) на сварке можно определить как:
Где:
- аМакс, сварка: Максимальное напряжение на сварке
- аноминальный: Номинальное напряжение в куче от сварного шва
Типичные значения SCF для сварных швов в кучах стальной трубы варьируются от 1.5 к 3, в зависимости от качества сварки и геометрии.
Анализ напряжений в сварных трубах сварной стальной трубы
Распределение напряжений вдоль кучи
Во время вождения, Волна напряжений распространяется как сжимающий импульс от головки свай до наконечника. На сварке, Волна сталкивается с разрывом, приводя к частичному отражению и передаче. Отраженная волна может создавать растягивающие напряжения, Особенно, если сварка находится рядом с наконечником свай или в районе с высоким несоответствием импеданса.
Рассмотрим кучу стальной трубы с обхватом сварной шерсти (Окружной сварной сварной площадки соединяется с двумя секциями). Импеданс Z изда:
Несоответствие импеданса на сварке (например, Из -за более толстого сварного шарика или различий в материалах в HAC) вызывает отражение волны. Коэффициент отражения r:
Где Z.1 и Z.2 импедансы по обе стороны от сварного шва. Ненулевой R указывает на частичное отражение, способствуя растягиванию, которые могут инициировать растрескивание на сварке.
Концентрация стресса в сварке
Наличие сварного шва увеличивает локальные напряжения из -за геометрических и материалов разрывов.. Для общеживающего сварка, Концентрация напряжения наиболее выражена на носке сварка, где происходит переход между металлом сварного шва и основным материалом. Анализ конечных элементов (ВЭД) Исследования показывают, что SCF на носке сварки может быть таким же высоким, как 2.5 Для типичного ручного сварка, и до 3.0 Для сварных швов со значительным подрезком или несоответствием.
Стол 1 Обеспечивает типичные значения SCF для различных условий сварки в стальных кучах труб, на основе эмпирических и численных исследований.
| Условие сварного шва | Диапазон SCF | Примечания |
|---|---|---|
| Идеальный сварка (Заземление) | 1.2–1.5 | Минимальный геометрический разрыв |
| Ручный сварка (Как выплачен) | 1.8–2.5 | Сварная бусинка и небольшое несоответствие |
| Сварка с подкодом | 2.0–3.0 | Значительный стресс -подъезд в сварке |
| Сварка с смещением | 2.5–3.5 | Дополнительное изгибающее напряжение из -за смещения |
Остаточные напряжения от сварки
Сварка вводит остаточные напряжения из -за теплового цикла нагрева и охлаждения. Эти напряжения обычно растягиваются в сварке и опасности, Сбалансирован с помощью сжатия на напряжениях в окружающем основании. Для обхвата в куче стальной трубы, Пиковое остаточное напряжение может приблизиться к выходу из стали (например, 350–500 МПа для общих оценок, таких как S355).
Во время вождения, Эти остаточные напряжения наложены на динамические напряжения, Потенциально вытащить общий стресс за пределы урожайности материала или конечной прочности на растяжение. Комбинированное напряжение σобщий может быть аппроксимирован как:
Где σдинамика Стресс от вождения свай, и σостаточный это ранее существовавший остаточный стресс. Еслиобщий превышает ограничение усталости материала, Инициирование трещины становится вероятным.
Численное моделирование эффектов сварки
Конечно-элементный анализ (ВЭД) Подход
Чтобы количественно оценить влияние сварных швов на стресс во время вождения свай, Анализ конечных элементов (ВЭД) используется. Типичная модель FEA включает в себя следующие компоненты:
- Геометрия: 3D -модель кучи стальной трубы с обхватом, в том числе сварной бусин, Азартный, и базовый материал.
- Свойства материала: Эластичное пластическое поведение для стали, с отчетливыми свойствами для металла сварного шва и HAC.
- Граничные условия: Динамическая нагрузка, приложенная на головке свай для имитации удара молотка.
- Несовершенство сварного шва: Смоделирован как геометрические разрывы (например, подрез) или дефекты материала (например, Сниженная прочность в опасности).
Тематическое исследование: FEA кучу сварной стальной трубы
Рассмотрим кучу стальной трубы со следующими свойствами:
- Диаметр: 1.2 m
- толщина стен: 25 мм
- Материал: S355 сталь (предел текучести 355 МПа, Конечная прочность на растяжение 510 МПа)
- Сварной шва: Обхват, руководство, с небольшим подрезком (Scf = 2.5)
Свара приводится в слой песка средней плотной 4 М / сек. Модель FEA использует динамический явный решатель для моделирования распространения волны напряжений.
Результаты
- Распределение стресса: Максимальное динамическое напряжение в куче от сварного шва приблизительно 450 МПа (сжатие). В сварке, стресс пика на 1125 MPA из -за SCF 2.5.
- Волновое отражение: Сварной свар 15% отражение волны напряжения, приводя к растягиванию стресса 70 МПа сразу после импульса сжатия.
- Последствия усталости: Циклическая природа вождения свай (тысячи ударов молотка) индуцирует утомляемое повреждение, с сварным носком является наиболее уязвимым местом из -за высоких концентраций стресса.
Стол 2 суммирует результаты FEA для различных условий сварки.
| Условие сварного шва | Максимальный стресс в сварке (МПа) | Растягивающий стресс от отражения (МПа) | Усталостная жизнь (Цикл) |
|---|---|---|---|
| Идеальный сварка | 600 | 50 | 106 |
| Ручный сварка (Как выплачен) | 900 | 65 | 105 |
| Сварка с подкодом | 1125 | 70 | 104 |
Параметрическое исследование
Было проведено параметрическое исследование для оценки влияния геометрии сварки, свойства материала, и условия вождения при стрессе. Ключевые выводы включают в себя:
- Геометрия сварки: Более плавные сварные профили (например, заземление) уменьшить SCF и увеличить срок службы усталости на 50–100%.
- Свойства материала: Более высокая выносливость в опасности (например, достигнуто с помощью термообработки после пособия) снижает риск инициации трещин.
- Условия вождения: Более низкие скорости удара уменьшают пиковые напряжения, но могут увеличить количество необходимых ударов, потенциально ухудшает повреждение усталости.
Усталостное поведение у сварных швов во время вождения свай
Усталость механизм
Вождение свай по своей природе циклически, с каждым ударом молотка, представляющим цикл напряжения. Сварные швы особенно восприимчивы к усталости из -за:
- Высокие концентрации стресса: Как показано в таблице 1, SCFS в сварных швах усиливают диапазон напряжений.
- Остаточные напряжения: Остаточные напряжения растягивания снижают средний порог напряжения для инициации трещины.
- Материальная изменчивость: HAC часто имеет снижение устойчивости к усталости из -за микроструктурных изменений.
Срок службы усталости n сварного сустава может быть оценена с использованием подхода кривой S-N:
Где:
- Дюймовый: Диапазон стресса (МПа)
- С: Коэффициент силы усталости (Материал-зависимый)
- m: Усталость (Обычно 3–5 для стальных сварных швов)
Для типичного сварка в стали S355, C может быть 100 МПа, и m = 3. С диапазоном стресса 200 МПа (Учитывая динамические и остаточные напряжения), Усталостная долговечность составляет примерно 125,000 Циклов, который может быть превышен в условиях жесткого вождения.
Влияние недостатков сварки
Недостатки сварки, такие как подрез, пористость, или отсутствие слияния действует как инициаторы трещин, Значительно сокращение усталостной жизни. Например, сварной сварки с SCF 3.0 может уменьшить усталостную жизнь на порядок по сравнению с идеальным сварной площадкой, Как показано в таблице 2.
Практические последствия и стратегии смягчения последствий
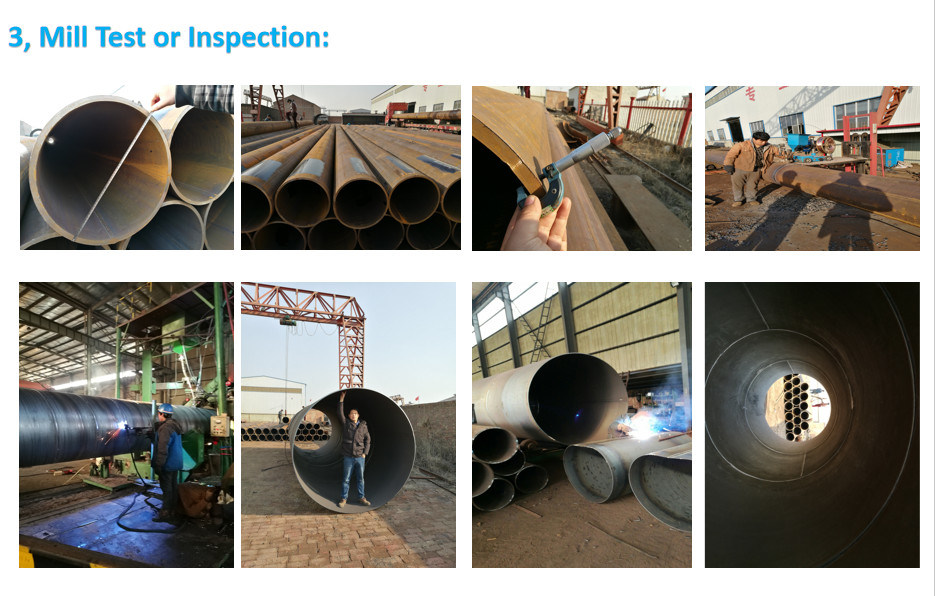
Контроль качества сварки
Чтобы минимизировать неблагоприятное влияние сварных швов на стресс во время вождения свай, Строгой контроль качества необходим:
- Сварная проверка: Используйте неразрушающее тестирование (неразрушающий контроль) Такие методы, как ультразвуковое тестирование для обнаружения дефектов.
- Геометрия сварки: Расчитывать сварные швы, чтобы уменьшить концентрации напряжений.
- Посгипная термообработка (PWHT): Примените PWHT, чтобы снять остаточные напряжения, Особенно для толстостенных свай.
Рекомендации по проектированию
Дизайнеры могут смягчить проблемы, связанные:
- Оптимизация размещения сварки: Позиционировать сварки вдали от регионов высокого стресса, например, около кончика свай, где отражения являются самыми сильными.
- Выбор типа сварного шва: Используйте сварные швы с полным проведисцем вместо сварных швов для лучшей передачи нагрузки.
- Выбор материала: Выберите стальные оценки с высокой вязкостью и устойчивой к усталости для HAZ.
Техника вождения
Регулировка методов вождения свай может также уменьшить напряжение при сварке:
- Более низкая энергия воздействия: Используйте меньшие удары молотка, чтобы уменьшить пиковые напряжения, хотя это увеличивает количество циклов.
- Амортизация: Используйте подушки для ворса, чтобы ослабить энергию воздействия, уменьшение амплитуды волны напряжений.
- Мониторинг: Используйте динамический мониторинг свай (например, Анализатор вождения свай) Для измерения напряжений в режиме реального времени и корректировки параметров вождения.
Стол 3 суммирует рекомендуемые практики для смягчения проблем с стрессом, связанными с сварной платой,.
| Стратегия | Описание | Ожидаемая выгода |
|---|---|---|
| Сварное шлифование | Гладкая поверхность сварки для уменьшения SCF | 20–50% снижение SCF |
| PWHT | Тепловое покрытие, чтобы снять остаточные напряжения | 30–60% снижение остаточного стресса |
| неразрушающий контроль | Осмотрите сварные швы на наличие дефектов | Раннее обнаружение инициаторов трещин |
| Оптимизированное размещение сварного шва | Избегайте сварных швов рядом с наконечником свай или зонами высокого стресса | 10–20% Снижение пикового напряжения |
Тематические исследования
Тематическое исследование 1: Оффшорная фонд ветряной турбины
Фонд морских ветряных турбин использовала стальные трубы с большим диаметром (2 М диаметр, 30 мм толщина стенки) въехал в песчаное морское дно. Сваи были расширены с использованием сварных швов. Во время вождения, Трещивание наблюдалось на нескольких сварных швах, приписывается высоким концентрациям стресса (SCF ~ 2,8) и остаточные напряжения растяжения (~ 400 МПа). FEA выявила пиковые напряжения при превышающей 1000 МПа. Смягчение включало измельчение сварных швов и применение PWHT, который уменьшил SCF до 1.5 и устранил трещины.
Тематическое исследование 2: Фонд моста в твердой глине
Проект мостового фонда использовал Стальные трубы (1 М диаметр, 20 мм толщина стенки) введен в твердую глину. Сварные швы демонстрировали утомляемое повреждение после 8000 удары, С трещинами, инициирующими в опасности. Динамический мониторинг показал растягивающие напряжения 80 MPA из -за волновых отражений на сварных швах. Регулировка энергии молотка и использование подушки свай уменьшает диапазон напряжений на 25%, Продолжая усталостную жизнь достаточно для завершения вождения без неудачи.
Заключение
Сварные шеры значительно влияют на поведение стресса стальной трубки во время вождения., прежде всего через концентрации стресса, остаточные стрессы, и эффекты отражения волн. Коэффициент концентрации напряжения в сварных швах может усиливать динамические напряжения в 1,5–3,5 раза, В то время как остаточные напряжения от сварки наполняют эти нагрузки, Увеличение риска усталости и растрескивания. Численное моделирование, такие как FEA, предоставляет мощный инструмент для количественной оценки этих эффектов, выявление пиковых напряжений на ногах сварки, которые часто превышают прочность на урожай материала. Анализ усталости показывает, что сварные швы являются наиболее уязвимыми местами для инициации трещин, особенно в присутствии недостатков, таких как подрез или смещение.
Практические стратегии смягчения, в том числе улучшенное качество сварки, Оптимизированные методы вождения, и осторожные соображения дизайна, может значительно уменьшить побочные эффекты сварных швов. Тематические исследования показывают, что эти стратегии эффективны в реальных приложениях, Обеспечение конструкционной целостности свах сварной стальной трубы в суровых условиях вождения свай.
Мы также поставляем продукцию ниже: Труба/труба из углеродистой стали & Труба/трубка из нержавеющей стали (Бесшовный & Сварные стальные трубы, такие как ERW,LSAW и SSAW);

Сваи из стальных труб и шпунтовые сваи из стальных труб нашли широкое применение в различных строительных проектах., включая порты/гавани, городское гражданское строительство, мосты, и более. Эти универсальные сваи используются при строительстве опор., дамбы, волнорезы, подпорные стены, перемычки, и фундаменты для фундаментов из стальных трубчатых свай. По мере увеличения размеров конструкций, более глубокие водные глубины, и строительные работы на участках с глубоким мягким грунтом, значительно расширилось использование стальных трубчатых свай и стальных трубчатых шпунтов..

Подготовка места: До установки, строительная площадка готовится путем расчистки территории и устранения препятствий. Состояние почвы оценивается для определения подходящего типа и характеристик свай из стальных труб.. Забивка свай: Сваи из стальных труб забиваются в землю с помощью ударных молотов или вибропогружателей.. Сваи тщательно выравниваются и размещаются в обозначенных местах.. Процесс вождения генерирует вибрации и удары, которые помогают проникнуть в почву и достичь желаемой глубины..

Непрерывные V-образные проволочные сетки для водяных скважин изготавливаются с использованием проволоки V-образной или клиновидной формы вокруг внутреннего массива продольных опорных стержней.. Каждая точка пересечения этих проводов сварена плавлением.. Проволока V-образной или клиновидной формы обвивает опорные стержни по всей длине сита, образуя непрерывную прорезь., следовательно, экран пропускает воду (масло) свободно входить в ваш колодец в достаточных количествах, и в то же время не допускает попадания в скважину большей части песка и гравия..

Сваи просты в использовании и могут быть легко обрезаны до нужной длины.. Можно перемещать из конца в конец плотных слоев.. Можно ездить тяжело и на очень большие расстояния.. Может поднимать тяжелые грузы.
Стальные декоративные трубы – это больше стиль. Они бывают разных типов, как обычный, тисненые и цветные тюбики. Сделать их просто, предлагая различные варианты. Так, если вы хотите украсить свое пространство противокражными окнами, лестничные ограждения или поручни, эти трубки - то, что нужно. Декоративные стальные трубы тонкие и идеально подходят для архитектурного декора и стальных изделий гражданского декоративного искусства.. Выбор подходящего варианта от надежных поставщиков промышленных труб может иметь решающее значение.. Взглянем на промышленные стальные трубы сейчас, с другой стороны, у нас есть промышленные стальные трубы, основа операций. Эти трубки важны не для внешнего вида; они о том, как добиться успеха в промышленных условиях. Представьте себе систему связанных частей, движущихся по жидкостям., газы или мелкие частицы. Промышленные трубы могут состоять из таких материалов, как алюминий., железо, титан, и, конечно, сталь.
