Nghiên cứu về ảnh hưởng của các mối hàn đối với sự căng thẳng của cọc ống thép trong quá trình lái xe cọc
Giới thiệu
Cọc ống thép được sử dụng rộng rãi trong các dự án kỹ thuật dân dụng, đặc biệt là trong các nền tảng ngoài khơi, xây dựng cầu, và các tòa nhà cao tầng. Những cọc này được lái xuống đất bằng cách sử dụng Hammer Impact, một quá trình khiến họ phải chịu những căng thẳng động đáng kể. Thường, Cọc ống thép được chế tạo hoặc mở rộng bằng cách hàn nhiều phần lại với nhau, giới thiệu các mối hàn là những điểm quan trọng quan tâm. Mối hàn, trong khi cần thiết để đạt được chiều dài cọc mong muốn, có thể thay đổi đáng kể sự phân bố ứng suất và tính toàn vẹn cấu trúc của đống trong khi lái xe. Không hoàn hảo trong các mối hàn, ứng suất dư từ quá trình hàn, và tải động trong quá trình lái cọc có thể làm trầm trọng thêm nồng độ ứng suất, có khả năng dẫn đến mệt mỏi, bẻ khóa, hoặc thất bại.
Nghiên cứu này khám phá ảnh hưởng của các mối hàn đối với sự căng thẳng của cọc ống thép trong quá trình lái xe cọc, Tập trung vào phân phối căng thẳng, Nồng độ ở các vùng hàn, hành vi mệt mỏi, và các chiến lược giảm thiểu thực tế. Thông qua phân tích lý thuyết, Mô hình số, và nghiên cứu trường hợp, Nghiên cứu nhằm mục đích cung cấp sự hiểu biết toàn diện về các hiệu ứng liên quan đến hàn và đề xuất các phương pháp để tăng cường hiệu suất cọc.
Nền lý thuyết
Cơ học lái xe cọc
Lái xe cọc liên quan đến việc sử dụng búa va chạm để truyền năng lượng động học vào đống, buộc nó xuống đất. Quá trình này tạo ra một sóng ứng suất nén lan truyền dọc theo chiều dài cọc. Sóng căng thẳng phản ánh ở ranh giới (ví dụ., đầu cọc hoặc sự không liên tục như các mối hàn), dẫn đến các trạng thái căng thẳng phức tạp. Những căng thẳng chính trong khi lái xe cọc bao gồm:
- Ứng suất nén trục: Được tạo ra bởi tác động của búa.
- Căng thẳng kéo: Kết quả từ phản xạ sóng, Đặc biệt trong những vùng đất cứng nơi đầu cọc gặp phải khả năng kháng cao.
- ứng suất cắt: Gây ra bởi sức đề kháng hoặc sai lệch của đất bên trong quá trình lái xe.
- Ứng suất uốn: Xảy ra nếu cọc không hoàn toàn thẳng đứng hoặc nếu có tải trọng bên.
Ứng suất tối đa trong một đống trong khi lái xe có thể được xấp xỉ bằng cách sử dụng phương trình sóng một chiều:
Ở đâu:
- Mộttối đa: Căng thẳng tối đa (PA)
- E: Mô đun đàn hồi của thép (Thường 210 GPA)
- MỘT: Diện tích mặt cắt ngang của đống (m2)
- vImp: Vận tốc tác động của búa (m / s)
- c: Tốc độ sóng trong thép, c =(E / r), trong đó ρ là mật độ của thép (~ 7850 kg/m3)
Đối với một đống ống thép điển hình với tốc độ sóng xấp xỉ 5100 m / s, Ngay cả một vận tốc tác động vừa phải (ví dụ., 5 m / s) có thể tạo ra những căng thẳng vượt quá 500 MPa, tiếp cận hoặc vượt quá sức mạnh năng suất của nhiều loại thép.
Sự không hoàn hảo và vai trò của chúng trong phân phối căng thẳng
Các mối hàn giới thiệu một số yếu tố ảnh hưởng đến căng thẳng trong quá trình lái xe cọc:
- Sự gián đoạn hình học: Hạt hàn, Ngay cả khi mặt đất xả, Tạo các thay đổi cục bộ trong mặt cắt ngang đống, dẫn đến nồng độ căng thẳng.
- Căng thẳng dư: Quá trình hàn gây ra ứng suất dư do sự giãn nở và co lại nhiệt, thường tiếp cận sức mạnh năng suất của vật liệu.
- Tính không đồng nhất vật chất: Vùng bị ảnh hưởng bởi nhiệt (Haz) liền kề với các mối hàn thể hiện các tính chất cơ học thay đổi, chẳng hạn như giảm độ dẻo hoặc tăng độ cứng, có thể ảnh hưởng đến phân phối căng thẳng.
- Sự không hoàn hảo hàn: Khiếm khuyết như độ xốp, Cây bao gồm xỉ, hoặc thâm nhập không hoàn toàn làm suy yếu mối hàn và tăng nồng độ ứng suất.
Hệ số nồng độ ứng suất (SCF) tại một mối hàn có thể được định nghĩa là:
Ở đâu:
- Mộttối đa, mối hàn: Căng thẳng tối đa tại mối hàn
- Mộtdanh nghĩa: Căng thẳng danh nghĩa trong đống ra khỏi mối hàn
Giá trị SCF điển hình cho các mối hàn trong cọc ống thép từ 1.5 ĐẾN 3, Tùy thuộc vào chất lượng mối hàn và hình học.
Phân tích căng thẳng trong cọc ống thép hàn
Phân phối căng thẳng dọc theo đống
Trong quá trình lái xe cọc, sóng ứng suất lan truyền như một xung nén từ đầu cọc đến đầu. Tại một mối hàn, sóng gặp phải sự gián đoạn, dẫn đến sự phản ánh và truyền tải một phần. Sóng phản xạ có thể tạo ra ứng suất kéo, đặc biệt là nếu mối hàn ở gần đầu cọc hoặc trong một vùng không khớp trở kháng cao.
Hãy xem xét một đống ống thép có mối hàn chu vi (Mối hàn chu vi tham gia hai phần). Trở kháng z của đống được đưa ra bởi:
Sự không phù hợp trong trở kháng tại mối hàn (ví dụ., Do sự khác biệt của hạt hàn dày hơn hoặc vật chất trong Haz) gây ra sự phản xạ sóng. Hệ số phản xạ r là:
Ở đâu z1 và z2 là các trở kháng ở hai bên của mối hàn. Một không phải r cho biết sự phản xạ một phần, góp phần vào các ứng suất kéo có thể bắt đầu nứt tại mối hàn.
Nồng độ căng thẳng tại các mối hàn
Sự hiện diện của mối hàn làm tăng ứng suất cục bộ do sự không liên tục về hình học và vật liệu. Cho một mối hàn, Nồng độ ứng suất được phát âm nhất ở ngón chân hàn, Trường hợp sự chuyển đổi giữa vật liệu hàn và vật liệu cơ bản xảy ra. Phân tích phần tử hữu hạn (FEA) Các nghiên cứu chỉ ra rằng SCF ở ngón chân hàn có thể cao bằng 2.5 Đối với một mối hàn thủ công điển hình, và lên đến 3.0 Đối với các mối hàn có độ cắt đáng kể hoặc không phù hợp.
Bàn 1 Cung cấp các giá trị SCF điển hình cho các điều kiện mối hàn khác nhau trong cọc ống thép, Dựa trên các nghiên cứu thực nghiệm và số.
| Điều kiện hàn | Phạm vi SCF | Ghi chú |
|---|---|---|
| Mối hàn hoàn hảo (Mặt đất tuôn ra) | 1.2Mạnh1.5 | Sự gián đoạn hình học tối thiểu |
| Mối hàn thủ công (Như được bẩm sinh) | 1.8Cấm2,5 | Hạt hàn và không khớp nhẹ |
| Mối hàn với undercut | 2.0Cấm3.0 | Riser căng thẳng đáng kể ở ngón chân hàn |
| Mối hàn với sai lệch | 2.5Cấm3.5 | Căng thẳng uốn bổ sung do bù |
Ứng suất dư từ hàn
Hàn giới thiệu các ứng suất dư do chu kỳ nhiệt và làm mát nhiệt. Những căng thẳng này thường kéo dài trong mối hàn và haz, cân bằng bởi các ứng suất nén trong vật liệu cơ sở xung quanh. Đối với một mối hàn chu vi trong đống ống thép, Ứng suất dư cực đại có thể tiếp cận cường độ năng suất của thép (ví dụ., 350MP500 MPa cho các lớp chung như S355).
Trong quá trình lái xe cọc, Những ứng suất còn lại này là sự thay đổi trên các ứng suất động, có khả năng đẩy tổng căng thẳng vượt ra ngoài năng suất vật liệu hoặc độ bền kéo cuối cùng. Ứng suất kết hợp σtổng cộng có thể được xấp xỉ như:
Trong đó σnăng động là sự căng thẳng từ việc lái xe cọc, vàdư ứng suất dư tồn tại trước đó là. Nếu nhưtổng cộng vượt quá giới hạn mệt mỏi của vật liệu, bắt đầu crack trở nên có khả năng.
Mô hình số của hiệu ứng hàn
Phân tích phần tử hữu hạn (FEA) Tiếp cận
Để định lượng ảnh hưởng của các mối hàn đối với căng thẳng trong quá trình lái xe cọc, Phân tích phần tử hữu hạn (FEA) được sử dụng. Một mô hình FEA điển hình bao gồm các thành phần sau:
- Hình học: Một mô hình 3D của đống ống thép với một mối hàn chu vi, bao gồm cả hạt hàn, Haz, và vật liệu cơ bản.
- Thuộc tính vật liệu: Hành vi đàn hồi-nhựa đối với thép, với các thuộc tính riêng biệt cho kim loại hàn và haz.
- Điều kiện biên: Tải trọng động được áp dụng ở đầu cọc để mô phỏng tác động của búa.
- Sự không hoàn hảo hàn: Được mô hình hóa như những sự không liên tục về hình học (ví dụ., undercut) hoặc khuyết tật vật chất (ví dụ., giảm độ dẻo dai trong haz).
Nghiên cứu điển hình: FEA của một đống ống thép hàn
Xem xét một đống ống thép với các thuộc tính sau:
- Đường kính: 1.2 m
- độ dày của tường: 25 mm
- Vật liệu: Thép S355 (sức mạnh năng suất 355 MPa, Độ bền kéo cuối cùng 510 MPa)
- Loại hàn: Mối hàn, thủ công, với một chút undercut (SCF = 2.5)
Cọc được điều khiển thành một lớp cát dày đặc trung bình bằng cách sử dụng búa 10 tấn với tốc độ tác động của 4 m / s. Mô hình FEA sử dụng bộ giải rõ ràng động để mô phỏng sự lan truyền sóng ứng suất.
Kết quả
- Phân phối căng thẳng: Ứng suất động tối đa trong đống ra khỏi mối hàn là xấp xỉ 450 MPa (nén). Ở ngón chân hàn, các đỉnh căng thẳng tại 1125 MPA do SCF của 2.5.
- Phản xạ sóng: Mối hàn gây ra một 15% Sự phản xạ của sóng căng thẳng, dẫn đến căng thẳng kéo dài của 70 MPA ngay sau xung nén.
- Ý nghĩa mệt mỏi: Bản chất theo chu kỳ của việc lái xe cọc (Hàng ngàn cú đánh búa) gây ra thiệt hại mệt mỏi, với ngón chân hàn là vị trí dễ bị tổn thương nhất do nồng độ căng thẳng cao.
Bàn 2 tóm tắt các kết quả FEA cho các điều kiện mối hàn khác nhau.
| Điều kiện hàn | Max Stress at Weld ngón chân (MPa) | Căng thẳng kéo dài từ sự phản xạ (MPa) | Cuộc sống mệt mỏi (Chu kỳ) |
|---|---|---|---|
| Mối hàn hoàn hảo | 600 | 50 | 106 |
| Mối hàn thủ công (Như được bẩm sinh) | 900 | 65 | 105 |
| Mối hàn với undercut | 1125 | 70 | 104 |
Nghiên cứu tham số
Một nghiên cứu tham số đã được thực hiện để đánh giá ảnh hưởng của hình học mối hàn, tính chất vật chất, và điều kiện lái xe về căng thẳng. Những phát hiện chính bao gồm:
- Hình học hàn: Hồ sơ hàn mượt mà hơn (ví dụ., mặt đất tuôn ra) giảm SCF và tăng tuổi thọ mệt mỏi 50%.
- Thuộc tính vật liệu: Độ bền cao hơn trong haz (ví dụ., đạt được thông qua điều trị nhiệt sau chiến tranh) Giảm nguy cơ bắt đầu vết nứt.
- Điều kiện lái xe: Vận tốc tác động thấp hơn làm giảm ứng suất cực đại nhưng có thể làm tăng số lượng cú đánh cần thiết, có khả năng làm hỏng thiệt hại mệt mỏi.
Hành vi mệt mỏi tại các mối hàn trong khi lái xe cọc
Cơ chế mệt mỏi
Lái xe cũ vốn đã theo chu kỳ, với mỗi cú đánh búa đại diện cho một chu kỳ căng thẳng. Các mối hàn đặc biệt dễ bị mệt mỏi do:
- Nồng độ căng thẳng cao: Như thể hiện trong bảng 1, SCFS tại các mối hàn khuếch đại phạm vi ứng suất.
- Căng thẳng dư: Ứng suất còn lại kéo dài thấp hơn ngưỡng ứng suất trung bình để bắt đầu vết nứt.
- Sự thay đổi vật chất: Haz thường giảm sức đề kháng mệt mỏi do thay đổi cấu trúc vi mô.
Cuộc sống mệt mỏi của một khớp hàn có thể được ước tính bằng cách sử dụng phương pháp đường cong S-N:
Ở đâu:
- DS: Phạm vi căng thẳng (MPa)
- C: Hệ số sức mạnh mệt mỏi (phụ thuộc vào vật liệu)
- m: Số mũ mệt mỏi (thường là 3 trận5 cho các mối hàn thép)
Đối với một mối hàn điển hình trong thép S355, C có thể 100 MPa, và m = 3. Với phạm vi căng thẳng của 200 MPa (Xem xét các ứng suất động và dư), Cuộc sống mệt mỏi là xấp xỉ 125,000 Chu kỳ, có thể vượt quá trong điều kiện lái xe khó khăn.
Ảnh hưởng của sự không hoàn hảo mối hàn
Những khiếm khuyết về mối hàn như Undercut, độ xốp, hoặc thiếu sự hợp nhất đóng vai trò là người khởi xướng crack, giảm đáng kể cuộc sống mệt mỏi. Ví dụ, một mối hàn cắt dưới với một SCF của 3.0 có thể làm giảm tuổi thọ mệt mỏi theo một thứ tự cường độ so với một mối hàn hoàn hảo, Như thể hiện trong bảng 2.
Ý nghĩa thực tế và chiến lược giảm thiểu
Kiểm soát chất lượng mối hàn
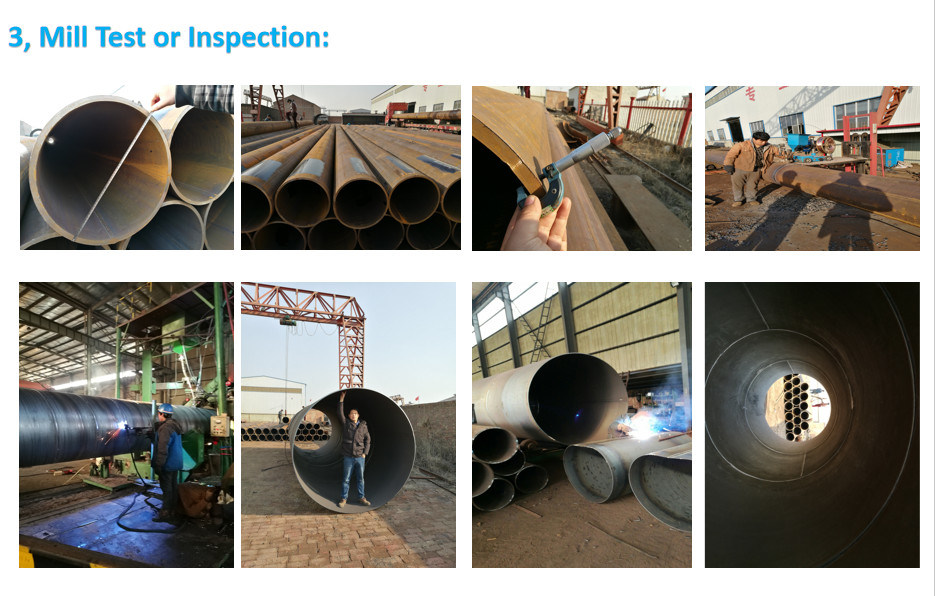
Để giảm thiểu các tác động bất lợi của các mối hàn đối với căng thẳng trong quá trình lái xe cọc, Kiểm soát chất lượng nghiêm ngặt là điều cần thiết:
- Kiểm tra mối hàn: Sử dụng thử nghiệm không phá hủy (NDT) Các phương pháp như xét nghiệm siêu âm để phát hiện các khuyết tật.
- Hình học hàn: Nghiền hàn xả để giảm nồng độ căng thẳng.
- Điều trị nhiệt sau hàn (PWHT): Áp dụng PWHT để giảm căng thẳng dư, đặc biệt cho các cọc có thành dày.
Cân nhắc thiết kế
Các nhà thiết kế có thể giảm thiểu các vấn đề liên quan đến mối hàn bằng cách:
- Tối ưu hóa vị trí hàn: Vị trí hàn ra khỏi các vùng căng thẳng cao, chẳng hạn như gần đầu cọc nơi phản xạ là mạnh nhất.
- Chọn loại mối hàn: Sử dụng các mối hàn mông đầy đủ thay vì các mối hàn phi lê để chuyển tải tốt hơn.
- Lựa chọn vật liệu: Chọn các lớp thép có độ bền cao và khả năng chống mệt mỏi cho HAZ.
Kỹ thuật lái xe
Điều chỉnh các kỹ thuật lái xe cọc cũng có thể làm giảm căng thẳng tại các mối hàn:
- Năng lượng tác động thấp hơn: Sử dụng các cú đánh búa nhỏ hơn để giảm căng thẳng cao điểm, Mặc dù điều này làm tăng số lượng chu kỳ.
- Đệm: Sử dụng đệm cọc để làm giảm năng lượng tác động, Giảm biên độ sóng căng thẳng.
- Giám sát: Sử dụng giám sát cọc động (ví dụ., Máy phân tích lái xe) Để đo lường ứng suất trong thời gian thực và điều chỉnh các thông số lái xe.
Bàn 3 tóm tắt các thực hành được đề xuất để giảm thiểu các vấn đề căng thẳng liên quan đến mối hàn.
| Chiến lược | Sự miêu tả | Lợi ích mong đợi |
|---|---|---|
| Mài hàn | Bề mặt hàn mịn để giảm SCF | 20Giảm 50% SCF |
| PWHT | Xử lý nhiệt để giảm căng thẳng dư | 30Giảm 60% ứng suất dư |
| NDT | Kiểm tra các mối hàn cho các khiếm khuyết | Phát hiện sớm những người khởi xướng vết nứt |
| Vị trí hàn tối ưu hóa | Tránh các mối hàn gần đầu cọc hoặc vùng căng thẳng cao | 10Giảm 20% ứng suất cao điểm |
Nghiên cứu điển hình
Nghiên cứu điển hình 1: Nền tảng tuabin gió ngoài khơi
Tổ chức tuabin gió ngoài khơi đã sử dụng cọc ống có đường kính lớn (2 đường kính m, 30 độ dày thành mm) bị lái vào một đáy biển đầy cát. Các cọc được mở rộng bằng cách sử dụng các mối hàn. Trong khi lái xe, vết nứt đã được quan sát tại một số mối hàn, được quy cho nồng độ căng thẳng cao (SCF ~ 2.8) và ứng suất còn lại kéo dài (~ 400 MPa). FEA cho thấy ứng suất cực đại ở ngón chân hàn vượt quá 1000 MPa. Giảm thiểu liên quan đến việc mài các mối hàn và áp dụng PWHT, làm giảm SCF thành 1.5 và loại bỏ vết nứt.
Nghiên cứu điển hình 2: Bridge Foundation trong đất sét cứng
Dự án Bridge Foundation đã sử dụng cọc ống thép (1 đường kính m, 20 độ dày thành mm) bị đẩy vào đất sét cứng. Các mối hàn biểu hiện thiệt hại mệt mỏi sau khi 8000 Thổi, với các vết nứt bắt đầu trong haz. Giám sát động cho thấy ứng suất kéo của 80 MPA do phản xạ sóng tại các mối hàn. Điều chỉnh năng lượng búa và sử dụng đệm cọc làm giảm phạm vi ứng suất bằng cách 25%, kéo dài cuộc sống mệt mỏi đủ để lái xe hoàn toàn mà không thất bại.
Phần kết luận
Các mối hàn ảnh hưởng đáng kể đến hành vi căng thẳng của cọc ống thép trong quá trình lái xe cọc, chủ yếu thông qua nồng độ căng thẳng, ứng suất dư, và hiệu ứng phản xạ sóng. Hệ số nồng độ ứng suất tại các mối hàn có thể khuếch đại ứng suất động lên 1,5 lần 3,5 lần, trong khi các ứng suất dư từ hàn kết hợp các tải trọng này, Tăng nguy cơ mệt mỏi và nứt. Mô hình số, chẳng hạn như FEA, Cung cấp một công cụ mạnh mẽ để định lượng các hiệu ứng này, Tiết lộ các ứng suất cực đại ở các ngón chân hàn thường vượt quá sức mạnh năng suất của vật liệu. Phân tích mệt mỏi chỉ ra rằng các mối hàn là những vị trí dễ bị tổn thương nhất để bắt đầu crack, đặc biệt là khi có sự không hoàn hảo như undercut hoặc sai lệch.
Chiến lược giảm thiểu thực tế, bao gồm chất lượng mối hàn được cải thiện, Kỹ thuật lái xe tối ưu hóa, và những cân nhắc thiết kế cẩn thận, có thể giảm đáng kể các tác dụng phụ của các mối hàn. Các nghiên cứu trường hợp chứng minh rằng các chiến lược này có hiệu quả trong các ứng dụng trong thế giới thực, Đảm bảo tính toàn vẹn cấu trúc của các cọc ống thép hàn trong điều kiện khắc nghiệt của việc lái xe cọc.
Chúng tôi cũng cung cấp các sản phẩm dưới đây: Ống / ống thép cacbon & Ống / ống thép không gỉ (liền mạch & Ống thép hàn như ERW,LSAW và SSAW);

Cọc ống thép và cọc ống thép được ứng dụng rộng rãi trong nhiều công trình xây dựng khác nhau, bao gồm các cảng/bến cảng, kỹ thuật xây dựng đô thị, cầu, và hơn thế nữa. Những chiếc cọc đa năng này được sử dụng trong việc xây dựng các trụ cầu, đê biển, đê chắn sóng, tường chắn đất, đê quai, và móng cho móng cọc ván ống thép. Với quy mô ngày càng tăng của các công trình, độ sâu nước sâu hơn, và thi công trên công trường có nền đất yếu sâu, việc sử dụng cọc ống thép và cọc ván thép đã mở rộng đáng kể.

Chuẩn bị trang web: Trước khi cài đặt, địa điểm xây dựng được chuẩn bị bằng cách dọn sạch khu vực và loại bỏ mọi vật cản. Các điều kiện đất đai được đánh giá để xác định loại và thông số kỹ thuật cọc ống thép phù hợp. Đóng cọc: Cọc ống thép được đóng xuống đất bằng búa tác động hoặc máy rung. Các cọc được căn chỉnh cẩn thận và định vị tại các vị trí được chỉ định. Quá trình lái xe tạo ra các rung động và tác động giúp thâm nhập vào đất và đạt được độ sâu mong muốn.

Màn hình giếng nước dây hình chữ V có rãnh liên tục được sản xuất bằng dây hình chữ V hoặc hình nêm xung quanh một dãy thanh đỡ dọc bên trong. Mỗi điểm giao nhau của các dây này được hàn tổng hợp. Dây định hình hình chữ v hoặc nêm quấn quanh các thanh hỗ trợ trên toàn bộ chiều dài của màn hình tạo ra một khe mở liên tục, do đó màn hình cho phép nước (dầu) vào giếng của bạn một cách tự do với số lượng dồi dào, đồng thời giữ phần lớn cát sỏi ra khỏi giếng.

Cọc được sử dụng dễ dàng và có thể dễ dàng cắt theo chiều dài mong muốn. Có thể được điều khiển từ đầu đến cuối của các lớp dày đặc. Có thể lái xe khó khăn và trong thời gian rất dài. Có thể nâng tải nặng.
Ống thép trang trí thiên về phong cách. Chúng có nhiều loại khác nhau, như bình thường, ống dập nổi và màu. Làm chúng thật đơn giản, cung cấp các tùy chọn khác nhau. Vì thế, nếu bạn muốn làm đẹp không gian của mình bằng cửa sổ chống trộm, lan can cầu thang hoặc tay vịn, những cái ống này là con đường để đi. Ống thép trang trí mỏng và hoàn hảo cho trang trí kiến trúc và các mặt hàng thép nghệ thuật trang trí dân dụng. Chọn đúng từ các nhà cung cấp ống công nghiệp đáng tin cậy có thể tạo nên sự khác biệt. Nhìn Vào Ống Thép Công Nghiệp Hiện Nay, ở phía bên kia, chúng tôi có ống thép công nghiệp, xương sống của hoạt động. Những đường ống này không phải về ngoại hình; họ đang hướng tới việc hoàn thành công việc trong môi trường công nghiệp. Hình dung một hệ thống gồm các bộ phận được kết nối với nhau để chuyển động chất lỏng, khí hoặc hạt mịn. Ống công nghiệp có thể cấu thành vật liệu như nhôm, sắt, titan, Và, tất nhiên rồi, Thép.
